
Additive manufacturing (AM) is a rapidly developing technology that is already transforming many sectors and has the potential to usher in a new paradigm. The automated production of structures is one of the potentially most impactful applications of AM, also called “3D printing.” A group of engineers and architects at Lehigh University investigated a technique called “Particle bed 3D printing by selective binder activation” to manufacture objects made of concrete. Their interests started with structural engineering and progressively expanded to include environmental impact, architecture, and topology optimization. The team also partnered with Buzzi Unicem USA Inc., an international cement producer headquartered in the Lehigh Valley (PA). Together, they are collaborating with the National Museum of Industrial History, located in the former seat of Bethlehem Steel, Pennsylvania, to showcase this technique and its potential through an exhibit. The exhibit is an opportunity to reflect on the past, present, and future of cement in Eastern Pennsylvania. This area historically has had a high density of companies in the cement sector. The PA Department of Community and Economic Development supported part of this research. Figure 1 shows a 3D printed totem, two freestanding columns and one portal frame, which are part of the exhibit.

Manufacturing Process
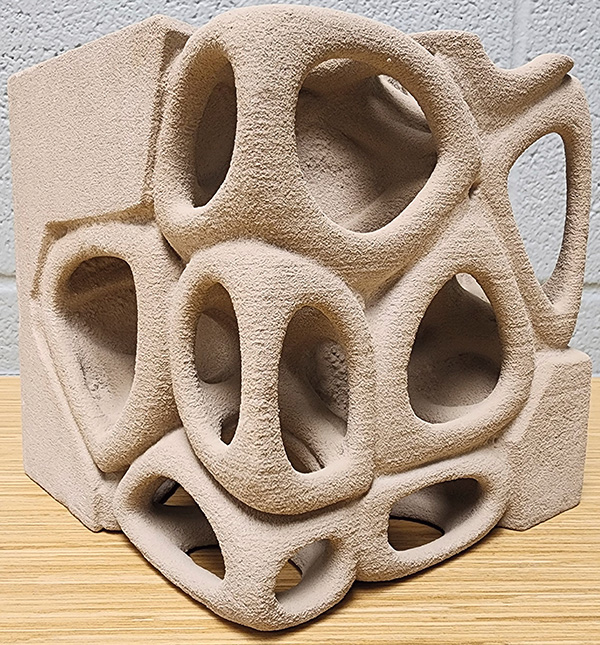
The first applications of additive manufacturing to concrete consisted of 3D printing disposable formwork made of polymers. This approach enables some interesting shapes that would be difficult to achieve with traditional formwork, but it does not 3D print concrete directly, nor does it fundamentally change the manufacturing process. Two types of 3D printing techniques exist for automated and direct concrete fabrication, with different technology readiness levels and market penetration. The first one is the material extrusion method which adopts the same 3D printing approach of household 3D printers for plastics. With this method, the operators mix cement, water, and aggregates to form plastic concrete which is then pumped and deposited through a nozzle connected to a computer- controlled arm. This approach has been used for several demonstrations, including the construction of small houses and some military structures. The nozzle extrudes the plastic concrete to form layers of the structure, one on top of the other, which means that the structure can only grow vertically, with limited overhangs and challenges when windows or doors are installed. In contrast, with the particle bed printing technique developed at Lehigh, a machine uses a roller to distribute uniformly onto a platform a thin layer of a specifically engineered dry powder, including cement, fine sand, and in some cases, additives. Then, an aqueous liquid is jetted onto the layer at selected locations to activate cement hydration. The process is repeated, layer after layer, until the structure is complete. Notably, the powder that is not activated by the liquid stays in place and supports the subsequent layers, enabling the creation of cavities, overhangs, and any possible shape, even those that could never be created with formwork or with extrusion (see Figure 2). After printing, the object remains in the powder bed for 24 hours to have sufficient early strength to undergo postprocessing. After a day, the scientists at Lehigh take the printed structure out of the powder bed, clean and remove all the powder that was not activated, and perform heat treatment if needed. Then, they immerse the object in water to complete curing, usually for 14 to 28 days. This technique can reach a resolution of 300 × 450 dpi, so that precise details can be rendered in the manufactured objects.
Challenges and Solutions
A critical step of the process is cleaning the object after printing. With only 24 hours of curing in the powder bed, the structure is far from having its full strength. In these conditions, there is a risk of breaking the object and compromising its integrity, especially for designs with thin elements (Figure 2). Therefore, it is essential to design a powder mix that can achieve fast curing, and the Lehigh team accomplished that by using calcium sulfoaluminate cement (CSA), which leads to an early compressive strength of up to 0.9 MPa (130 psi) and can be safely manipulated after only 24 hours. Another benefit of having a dry powder based on CSA is its fast water absorption. Other mixes lead to very considerable “bleeding,” which means that water spreads far beyond the point where it is jetted, and the resulting object is just a blob. Instead, mixes based on CSA absorb water very quickly, almost entirely prevent bleeding, and enable very high accuracy and small details.
A New Design Approach Based on Topology Optimization
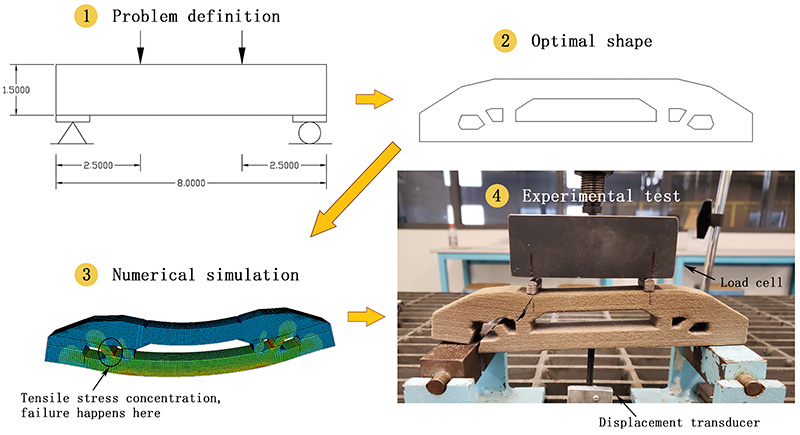
Traditional design approaches only leverage some of the freedom of shape offered by particle bed printing. For this reason, the team at Lehigh combines this new manufacturing technique with a design approach based on topology optimization (TO). This computational approach identifies an optimized shape for the structure in the design domain based on the desired objectives and constraints. Figure 3 shows a simple example application on a four-point bending beam. A conventional rectangular cross-section beam with unit width was set as a design domain and studied as a reference. By applying topology optimization, an optimized design could be obtained with the objective of maximizing the stiffness of the beam and the constraint of reducing by 30% the material. A numerical simulation to predict the maximum capacity and breaking pattern of the optimized beam clearly shows that the failure occurs at the external diagonals of the structure, where the tensile stress is concentrated. The experimental results are in good agreement with the numerical simulation, especially in terms of determining the failure mechanism.
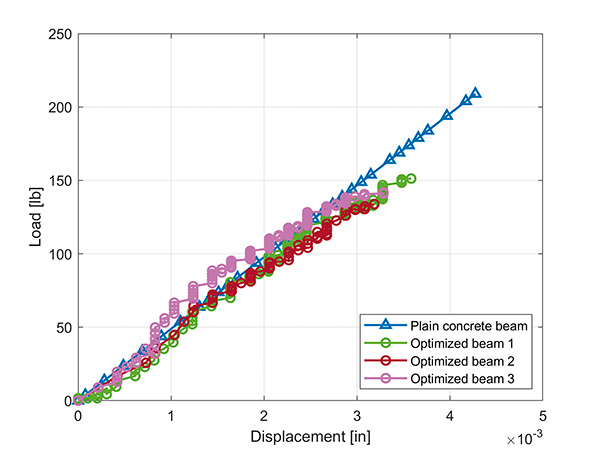
Figure 4 shows the test results for the conventional plain concrete beam (reference) and the optimized beams. The optimized beams have stiffness similar to the conventional beam (plain beam stiffness: 4.89 × 104 lb/in, optimized beam stiffness: 4.40 × 104 lb/in) while reducing the material by 30%, which leads to benefits in terms of weight, cost, and environmental impact.
Conclusions
All concrete 3D printing approaches endeavor to automate traditional concrete manufacturing. Particle bed 3D printing by selective binder activation aims at going even beyond that by opening completely new horizons for concrete. The complete and unprecedented freedom of shape makes concrete behave like a new material requiring new structural and architectural design approaches. This technique is still in the early stages of its development, but the scientific results obtained so far and the interest of a national museum to create an exhibit on this as a form of art, technology, and creative expression are a testament to its potential. This approach enables innovative shapes, and even more importantly, it allows designers to use material only where it is most effective. The resulting reduction of the needed material can also have a considerable impact on carbon emissions. The current exhibit at the National Museum of Industrial History in Bethlehem (PA) is a wonderful opportunity for students, scientists, practitioners, and the general public to learn more about this revolutionary technique.■