
Composite Cast Steel Nodes Suspend 11-Story Office Building above Two Heritage Structures
Although the Queen Richmond Centre West (Figure 1) in Toronto offers a brilliant example of adaptive re-use through its integration of two existing heritage buildings into the construction of a new 11-story office building, it’s the fact that the 11-story tower springs from above both existing buildings that makes Phase One of this development a truly unique structure. Critical to the realization of the design from both a structural and architectural perspective is the use of elegantly shaped 31,500-pound cast steel nodes in the architecturally exposed structural steel framework supporting the building.

Figure 1: This rendering shows the site from the south-east corner of Peter Street and Richmond Street. Courtesy of Sweeny Sterling Finlayson &Co Architects Inc. and Allied Properties REIT.
In 2010, Allied Properties REIT commissioned Dermot Sweeny of Sweeny Sterling Finlayson &Co Architects (&Co) to design a landmark mixed-use development in Toronto’s entertainment district. &Co engaged Stephenson Engineering and, given the positioning of the two existing heritage structures on the site, presented the structural engineering firm with the challenge of suspending the office building above the two existing structures. This configuration would thus form a large L-shaped, glass-enclosed atrium with direct access from streets to the east and south of the complex as well as to a mid-block public lane to the north. &Co’s desire to offer tenants office space with clean, unobstructed ceilings led to their specification of a raised floor system for building services and ultimately drove their selection of an exposed reinforced concrete structural system for the 11-story tower – not the least-weight structure to suspend by any means.
Stephenson Engineering’s early structural concepts for the support of the tower focused on the use of a mega-column and beam system which formed a moment frame assemblage capable of carrying the substantial gravity and lateral forces from the tower above. In addition to the considerable magnitude of the forces, also driving the size of these structural elements was the 70-foot clear height between street level and the underside of the tower. Although this structural scheme was capable of supporting the proposed tower, &Co challenged Stephenson to develop a more elegant concept. The Stephenson Engineering team held an internal design charette which, working with &Co, led to the development of the unique “delta frame” concept that was ultimately employed in the design and construction of the building.
Essentially, each delta frame is an hourglass space frame configuration formed from two stacked rectangular-based space frame pyramids – the top pyramid being inverted such that the apex of both pyramids meet at a central point in space. With three such delta frames arranged within the complex’s L-shaped atrium and tied together with a diaphragm at their tops, the unbraced length of each of the inclined mega columns is reduced. Aligning each of the corners of the upper pyramids directly beneath tower columns above provides a direct load path for gravity loading. The three delta frames also form a major part of the lateral system – the only other effectual lateral support through the atrium space is provided by a single reinforced concrete stair and elevator core which descends down from the tower above. This concept immediately became the preferred solution by both the architect and the owner alike and became the focal point for all imagery surrounding the project (Figures 2 and 3).

Figure 2: Rendering of the atrium from the Peter Street entrance, directly beneath one of the delta frame structures. Courtesy of Sweeny Sterling Finlayson &Co Architects Inc. and Allied Properties REIT.

Figure 3: REVIT model view from outside of the Richmond Street entrance. Courtesy of Stephenson Engineering Ltd.
The next challenge was the design of the members comprising the delta frames. To achieve the strength and stiffness required to support the office tower, the round tubular steel members of the delta frame needed to be 1000 mm (39-3/8 inches) in outer diameter and, since steel tubes of that diameter are not readily available in wall thicknesses greater than 50 mm (2 inches), the steel legs had to also be concrete filled such that their composite strength and stiffness could be relied upon to carry the massive forces involved.
The central kernel point of the three delta frames – the joint where the four legs of the lower pyramidal frame meet the four incoming legs from above – also presented a unique engineering and fabrication challenge. From an architectural perspective, concentric framing resulted in the least visually obtrusive support structure; however, the complex, overlapping field-welded central junction could not be reliably fabricated. Hence a nodal approach was required, where the central intersection junction would be fabricated separately with the incoming members to be connected to the node in the field.
To accommodate weld fabrication of the node itself – to provide weld access, reduce joint overlaps, and to reduce the need for internal stiffening – the tubular members had to be spread apart from one another, which in turn introduced significant eccentricity in the framing and necessitated the use of an 8-inch thick central plate at the “waist” of the node to tie all of the tubular elements together. The eccentricity in the framing imparted additional bending demand on the already heavily loaded delta frame members. More concerning, however, was that the lateral stiffness of each of the delta frames was significantly reduced with this approach, as counteracting forces passing through the node had to be transmitted through the central plate in shear and bending rather than directly through to the diagonally opposite lower leg as would be the case with a very stiff or fully concentric node. ETABS analyses showed that the stiffness of the node significantly affected the distribution of lateral forces between each of the delta frames and the other elements of the lateral system. The architectural team raised concern as well, as the central node had ballooned to twice its originally intended size, with the splaying of the legs of the delta frame being somewhat unsightly and the horizontal band produced by the central plate being quite far from what was originally envisioned.
During this time, the construction manager and builder for the project, Eastern Construction, reached out to local steel fabricators to discuss the construction of the delta frame structures. The design team simultaneously contacted Cast ConneX, as Stephenson wanted to investigate whether the use of a cast steel node would better address the complex structural and architectural requirements for the delta frames. After some initial discussions, Cast ConneX was engaged by Eastern Construction to conduct a feasibility study, and carried out a preliminary volumetric optimization of the node and prepared a detailed costing for their design-build services. Satisfied that casting the nodes provided significant advantages and value over a conventionally fabricated node – improved strength, stiffness, and reliability and vastly improved aesthetics – Allied Properties engaged Cast ConneX via Eastern Construction to engineer, detail, and supply 3 identical cast steel nodes for the project. Simultaneously, local steel fabricator and erector Walters Inc. was engaged to provide design-assist services with respect to the rest of the structural steel framing on the project.
Having already carried out a course volumetric optimization to identify the most economical overall dimensions for the node, Cast ConneX worked closely with &Co Architects on the node’s exterior shaping using 3-dimensional solid modelling software. When asked to contour nodes such as these, the automatic reaction is to maximize the size of transitional radii such that all surfaces are blended together. However, the supplier prepared two exterior geometry options: one where all transitional radii were maximized and an alternative where only the curvature in the vertical direction was maximized. Focused on the alternative geometry, delicately blending adjacent tubular extrusions together using variable radii, the resulting surface expression was of vertically continuous delta frame members. Rapid prototyping (Figures 4 and 5) was used to model two full delta frame assemblies – one featuring each node type – and the alternative nodal geometry was immediately identified as the preferred solution by the architectural team.

Figure 4: Rapid prototype of the cast steel node at 1:20 scale. Courtesy of Cast ConneX Corporation.

Figure 5: Rapid prototype of a full delta frame at 1:100 scale. Courtesy of Sweeny Sterling Finlayson &Co Architects Inc. and Allied Properties REIT.
Although shaping of the exterior of the node was primarily driven by aesthetics, shaping of the interior of the node was driven entirely by structural requirements and casting constraints. Since the legs of the delta frame were to be concrete filled, the supplier employed a cellular interior design which provides for the vertical continuity of the concrete fill within the legs of the delta frame members directly through the four independent chambers of the node. In so doing, concrete could be pumped from the bottom of each delta frame leg continuously through to the top of the 70-foot tall delta frame. This also provides for continuity of the steel-concrete composite action into the node itself.
Cast ConneX provided Stephenson Engineering with guidance on their proper simulation of the node in their ETABS building model, ensuring that eccentricities, fixities, and stiffness assumptions at the node were appropriately modeled. Stephenson then used their updated ETABS model to pass loading information back to the supplier for their engineering design and analysis of the node itself, using 3-dimensional solid modelling and finite element analysis (FEA).
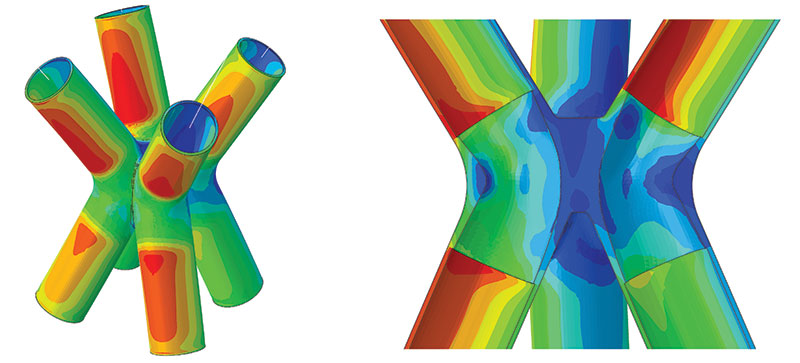
Figures 6 & 7: Finite element analysis – equivalent stress results for a load case. Courtesy of Cast ConneX Corporation.
Cast ConneX’s numerical model (Figures 6 and 7) consisted of both frame and solid elements, the latter being used to model the cast steel node and tubular hollow section stubs extending beyond the ends of the node’s nozzles. The frame members were tied to the distal ends of the finite element meshed tubular stubs in all degrees of freedom using a coupling constraint. Structural loading was applied to the top of the delta frame in the analysis model. Loading was provided by Stephenson Engineering as output from their ETABS model of the entire building structure. Factored forces were provided for the three unique delta frame support structures for 124 load combinations each. To eliminate the potential for input errors and to automate the exhaustive 372 cases to be analyzed, the loading was read from the electronic ETABS output files provided by Stephenson and written directly into the FEA software application by proprietary software developed by the fabricator. The analysis process was iterative, with several incremental changes being made to optimize the cast node’s internal shaping and with all analyses being re-run.
The supplier prepared all casting specifications, prepared and sealed an engineering report on their node design, produced and sealed casting shop drawings, coordinated all casting manufacturing and machining, and delivered the finished castings to Walters. Cast ConneX selected Bradken’s Atchison, Kansas facility to cast the three 31,500-pound nodes (Figures 8 and 9). To address the lead time requirements for the production of the cast nodes, Eastern Construction authorized the casting manufacturing well in advance of releasing the remainder of the structural steel work scope.

Figure 8: One of the cast nodes after having just been removed from the heat treatment oven. Courtesy of Bradken Inc.

Figure 9: One of the nodes ready to ship to the machine shop. Courtesy of Bradken Inc.
Walters’ design-assist services in relation to the cast node focused on the detailing of the welded joints between the casting’s nozzles and the incoming tubular steel jackets of the composite delta frame members, where they were able to significantly reduce the cost of field welding. Walters’ analysis showed that combined bearing and partial joint penetration welds would be sufficient to transfer the predominately compressive stresses at the joints, rather than employing complete joint penetration welds which would have required more than 4-times the weld volume. Additionally, Walters’ welding engineer reviewed Cast ConneX’s cast steel grade selection, and prepared and oversaw the qualification of the welding procedure specifications for the welds between the cast and rolled steels.
This project provides a brilliant example of how best to leverage steel castings to enable the realization of an iconic building. The owner and design team’s open mindedness to consider alternative design and procurement methods was the key to the complete integration of the cast nodes into the design – meeting &Co Architects inspirational design intent, achieving a truly remarkable structural feat, and simultaneously improving constructability.
Cast ConneX is often asked when casting a connection makes sense from a purely economic perspective. When the design team carried out their original feasibility and costing study for this project, a direct comparison was made between the costs to cast and to fabricate the nodes. This direct comparison of manufacturing costs alone showed the cast nodes to be somewhat more expensive. However, this supposed cost premium was likely covered several times over through the improvement of the structural effectiveness of the delta frames (particularly through their significantly improved ability to resist lateral loading which reduced structural demand on other elements of the lateral force resisting system), the simplification of the construction and concrete filling of the delta frame members, and – less quantifiably but perhaps most importantly from the Owner’s perspective – in the realization of a truly iconic design.
A model of urban intensification and a shining example of sustainable construction with a target to attain LEED® Gold certification, this development will create an all new state-of-the-art office building commencing 70 feet above street level and offer a lobby and retail complex in the building’s soaring atrium that extends the public realm into a controlled environment. Construction of the building is ongoing, with tentative completion in 2014.▪