
Reliable connections in structural steel assemblies must accompany superior corrosion protection. Hot-dip galvanized (HDG) coatings produce maintenance-free corrosion protection for many years. The structural connections must provide equivalent corrosion protection as well as structural integrity to ensure maintenance-free performance. A solid structural connection is ensured by providing corrosion protection for the bolt and nut connection and providing clearance for the HDG coating special treatment of the nut. A critical factor in structural connections is the slip factor for the faying surfaces. This article discusses recent changes made by AASHTO to the design parameters for HDG faying surfaces and the increased clearance holes for connections using bolts with a diameter above 1 inch.
HDG Fasteners
HDG fasteners are coated in accordance with ASTM A153/A153M, Specification for Zinc Coating (Hot-Dip) on Iron and Steel Hardware. This specification ensures that the corrosion protection of the bolt, washer, and nut are in sync with the coating of the structural steel that is to be connected. The hot-dip galvanizing process is an inter-diffusional mixing of iron and zinc, forming a multilayer coating on the steel hardware’s surface. The iron and zinc diffusion creates intermetallic layers that form perpendicular to the steel surface and give a uniform coating on all steel surfaces. When galvanizing structural bolts, zinc metal builds up in the bolt’s threads, making it difficult to thread a nut onto the bolt. The common practice for avoiding this issue is to spin the container of bolts in a centrifuge or spin-a-batch system to reduce the excess zinc in the threads.
The bolt-to-nut connection has multiple layers of galvanized coating in the connection. The nut for a galvanized connection is coated as a blank before the threads are produced in the nut to reduce the potential for coating layers to interfere with the nut travel on the bolt threads. The concern with this practice is providing corrosion protection for the threads inside the nut.
Figure 1. Bolt and nut cross-section.
Figure 1 shows a nut and bolt combination with the nut threads being uncoated and the bolt threads having a galvanized coating. The bolt threads provide corrosion protection to the nut threads. The use of nuts that have been threaded after coating allows the nut threads to be standard tolerances, whereas, if the threads inside the nut were coated, the threads would have to be produced to an oversized tolerance. Another advantage of using the nuts with threads produced after coating is that threads are clear of extra coating. If the nut threads were produced before coating, then the nuts’ interior threads would be more difficult to clean of excess zinc coating. The cleanliness of the threads is essential to the connection of the bolt and nut, giving the joint the proper tension when tightened. When using high strength bolts in structural connections, the bolt and the nut are typically sold as a matched pair. This ensures that, when used in the field, the bolt and nut combination can give the proper structural connection without any galling of the bolt with its soft zinc coating on the threads. Exposure of the bolt and nut combination to environmental conditions hardens the outer zinc layer and improves the ability of the two parts to form a solid connection.
Slip Critical Connections
Although the hot-dip galvanized coating does not affect design strength considerations for bearing type connections, the design of slip critical connections is affected by the slip coefficient of the hot-dip galvanized faying surfaces. Traditionally, industry standards denote newly hot-dip galvanized steel has a lower mean slip coefficient (μ = 0.30) than blast cleaned bare steel (μ = 0.50) or bare steel painted with Class B coatings (μ = 0.50). As a result, design freedom and cost can be affected when specifying hot-dip galvanizing for corrosion protection. More bolts, holes, and joints are required in the design of high-strength structural connections. Applying Class B zinc-rich paints (ZRP) over HDG faying surfaces can significantly increase the slip coefficient and provide a greater variety of coating options to the specifier/designer without affecting long-term corrosion protection. Recent slip factor and tension creep testing performed by the American Galvanizers Association (AGA) indicates higher slip coefficients (μ = 0.45 or μ = 0.50) can be achieved by applying Class B zinc-rich paints to hot-dip galvanized faying surfaces which have been prepared with a chemical pre-treatment/conversion coating. Based on these findings, the 8th edition of the AASHTO Load Resistance Factor (LRFD) Bridge Design Specification includes updated class definitions to include any blast-cleaned surfaces coated with zinc-rich paints (Class D, μ = 0.45).
Revised Surface Condition Classes and Slip Coefficients
AASHTO’s Technical Committee for Structural Steel Design (T14) recently passed changes to Section 6 (Steel Structures) of the LRFD document, and the revised language appears in the new 8th revision. The revised language of Section 6 reflects the need within the industry to re-define the available surface condition classes and associated values for slip coefficients used to calculate the nominal slip resistance of a high-strength bolt in slip-critical connections. Class definitions within Article C6.13.2.8 were updated to revise the class for hot-dip galvanized faying surfaces, and include options for metalized faying surfaces and blast-cleaned surfaces coated with zinc-rich paints (Table 1):
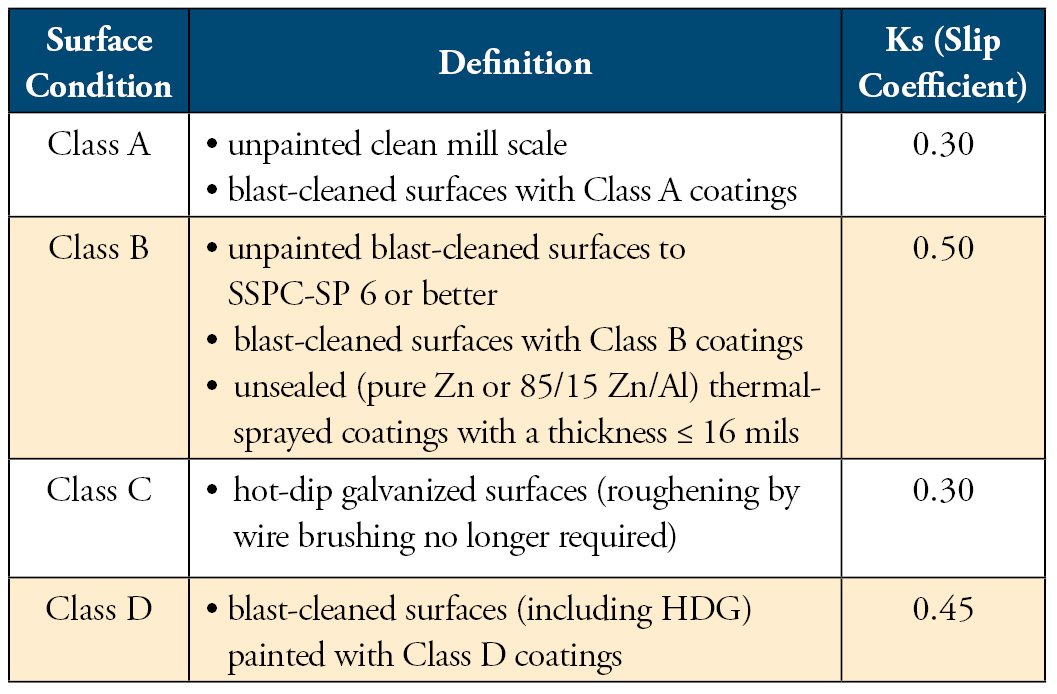
Table 1. Slip coefficients by class.
Class A: Unpainted clean mill scale and blast-cleaned surfaces with Class A coatings. The value for a Class A surface condition is reduced from 0.33 to 0.30 to better align with the value provided in the latest Research Council on Structural Connections’ (RCSC) specification corresponding to the median of available historical data.
Class B: Unpainted blast-cleaned surfaces to SSPC-SP 6 or better, blast-cleaned surfaces with Class B coatings, or unsealed (pure zinc or 85/15 zinc/aluminum) thermal-sprayed coatings with a thickness less than or equal to 16 mils. Unsealed thermal-spray coatings were not previously addressed by the specification, but are now included within Class B based on recent research data.
Class C: Hot-dip galvanized surfaces. Based on recent industry research, the value for a Class C surface condition is reduced from 0.33 to 0.30, and subsequent treatment (wire brushing) of the galvanized surface is no longer required.
Class D: Blast-cleaned surfaces with Class D coatings. Added to increase the options for zinc-rich coatings over any blast cleaned surface (including HDG).
Eventually, specifications related to structural connections used in other industries may be similarly revised. Slip critical testing on different HDG surfaces indicates that wire brushing of the HDG faying surface is no longer required as the brushing can smooth the coating and reduce the slip factor.
For the FHWA/bridge customer, the revisions allow a greater variety of coating systems that can be used to design high strength slip critical connections. Specifically, it will become easier and more economical for the specifier to select hot-dip galvanizing and metalizing for corrosion protection. Although the slip coefficient for hot-dip galvanized surfaces is reduced from 0.33 to 0.30 in this revision, it is anticipated that the new value will have minimal impact on design. However, there is a potential for a small increase in the number of bolts used in connections with HDG fasteners. Regardless, customers will benefit from the removal of additional labor previously required to roughen HDG faying surfaces. For the new Class D (μ = 0.45) surface condition, a slightly lower slip coefficient value is provided than for Class B (μ = 0.50). However, the value will not significantly impact the overall number of bolts required for most high-strength bolted connections. Therefore, the addition of Class D simply provides a greater variety of coating options to the specifier/designer, including the use of HDG surfaces with zinc-rich paints.
Class D Paint Materials
The combination of HDG coating and paints containing zinc silicate can increase the design slip factor and provide a decrease in the number of bolts required for a slip critical connection. Two specific paint materials that have been tested for slip factor and creep properties when applied to HDG coatings are:
- HDG & Sherwin-Williams Zinc Clad II Plus with a slip factor µ = 0.45
- HDG & PPG Dimetcote® 9/Sigmazinc™ 9 with a slip factor µ = 0.50.
The HDG surfaces were prepared for painting using a chemical surface treatment (Picklex® 20), and both of the above paint systems were brush-applied (no thinner used) and cured following cure schedules provided within each paint manufacturer’s technical data sheet.
These paints can be applied at the galvanizing facility.
Clearance Hole Sizing
Because hot-dip galvanizing is a coating of corrosion-inhibiting, highly abrasion-resistant zinc on bare steel, the original steel becomes slightly thicker. When talking about tapped holes and fasteners, the increased thickness is an important design consideration. Previously, the thickness of hot-dip galvanizing left the specifier choosing between reaming out through-holes after hot-dip galvanizing or further reducing slip resistance by specifying oversized holes that would allow sufficient clearance for the bolt. As a result, design freedom and cost can be affected when specifying hot-dip galvanizing for corrosion protection as more bolts, holes, and joints are required.
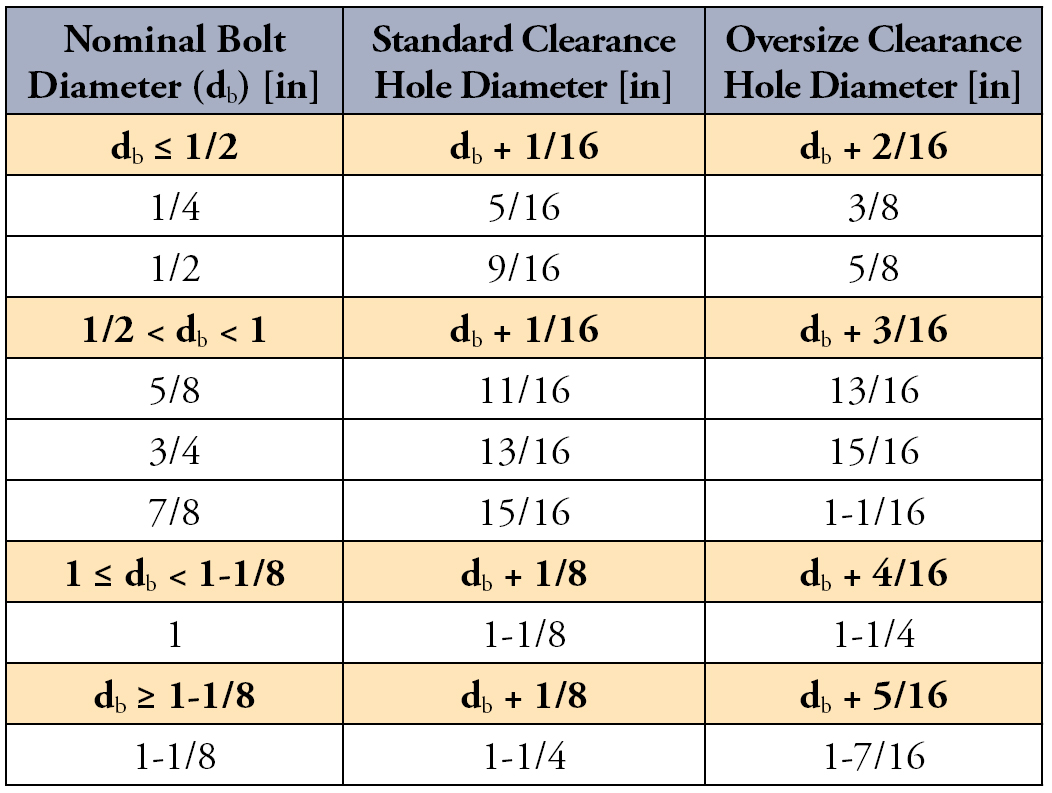
Table 2. Nominal hole dimensions.
Experience has shown clearance holes for slip-critical connections, which are ⅛-inch larger than the bolt diameter, are sufficient to accommodate the zinc coating on the bolt and inside face of the hole without reaming. As a result, ANSI/AISC 360 Specification for Structural Steel Buildings (2016) and AASHTO LRFD Bridge Design Specifications (8th Edition) include updated recommendations for clearance hole sizing. A summary of the changes is presented in Table 2. For a nominal bolt size, 1 inch or greater, these changes to nominal hole size result in increased slip resistance, a simplified design, and reduced cost for hot-dip galvanized slip-critical connections.
Per the revised nominal hole dimensions, oversized holes are no longer required for connections involving bolts sized 1 inch or greater. The standard hole is already sized ⅛ inch greater than the bolt diameter. For connections where the specified bolt size is less than 1 inch, the standard clearance hole size is only 1⁄16-inch larger than the nominal bolt diameter. Therefore, the clearance holes must be oversized an additional 1⁄16 inch (i.e., ⅛ inch added to the initial bolt diameter) to provide a clearance hole that will accommodate a galvanized bolt without the need of extra hole cleaning.
Conclusion
The application of zinc-rich paints over hot-dip galvanizing can significantly increase the slip coefficient of hot-dip galvanized slip critical connections and provide a greater variety of coating options to the specifier/designer while providing durable and long-term corrosion protection. Available research and updates to industry specifications allow this method to be readily utilized for future projects. Also, specifying updated standard clearance hole sizes can be used to improve the slip resistance and cost of hot-dip galvanized slip critical connections utilizing certain bolt sizes.■
References
American Institute of Steel Construction, Code of Standard Practice for Steel Buildings and Bridges. AISC, Chicago, October 17, 2016.
Research Council on Structural Connections, Specification for Structural Joints Using High-Strength Bolts. RCSC, August 1, 2014 (includes April 2015 Errata).
AASHTO, LRFD Bridge Design Specifications, 8th edition. American Association of State Highway and Transportation Officials, Washington, D.C., 2017.
Helwig, Todd, Joseph Yura, Michael Engelhardt, and Sean Donahue. Final Report for Study: Slip Coefficients for Galvanized Surfaces With Paint Coatings and Metalized Surfaces. Tech. Austin, Texas: U of Texas at Austin, Sponsored by The American Galvanizers Association, 2017.
Results of Tension Creep Testing of Galvanized, Metalized, and Painted Specimens. Rep. no. 360758. Pittsburgh, PA: KTA-Tator, 2017.
Helwig, Todd, Joseph Yura, and Sean Donahue. Final Report for Study: Slip Coefficients for Galvanized Surfaces. Tech. Austin, Texas: U of Texas at Austin, Sponsored by The American Institute of Steel Construction and the Research Council on Structural Connections, 2014.