
Ultra-high-performance concrete (UHPC) is an emerging class of concrete characterized by ultra-high compressive strength, significant post-cracking ductility, and exceptional durability compared to conventional concrete. UHPC is usually distinguished from conventional or high-performance concrete based on its compressive strength, which can range from a minimum of 17,000 psi to more than 30,000 psi. In addition, it also often exhibits post-cracking tensile strengths over 1,000 psi, a more than ten-fold decrease in chloride diffusion rates compared to conventional concrete, and essentially no susceptibility to deterioration by freezing and thawing (Russell & Graybeal, 2013). Most UHPC is also self-consolidating.
Because of these exceptional performance characteristics, UHPC has the potential to provide numerous benefits to the structural precast concrete industry, from enabling structural designs with smaller cross-sections, greater prestressing and reduced conventional reinforcing, to allowing the production of longer-span elements with fewer intermediate supports, thereby providing more usable space between bridge piers and building columns and accelerating the construction process. Despite its many advantages, the use of UHPC in structural precast concrete applications in the United States remains relatively limited. A primary reason for this is the perception that UHPC is an expensive, proprietary material that is too complicated or too costly to produce. However, ongoing research efforts by state and federal transportation agencies, university researchers, and private industry have sought to make UHPC more accessible, through the development of non-proprietary mixtures made from locally available materials. This article discusses some of the recent advances in the development and implementation of non-proprietary UHPC in the structural precast concrete industry.
Developing a Non-Proprietary UHPC Mixture
UHPC’s exceptional performance is rooted in its constituent materials and their proportions. Materials for UHPC are selected not only for their reactive properties, but also for their ability to pack together to create a much denser matrix than typical for conventional concrete. Materials commonly used in UHPC include cement, silica fume, and a third powder material of intermediate size, such as ground silica, fly ash, slag, or silica fume. Fine sand – often finer than conventional concrete sand – fills out the rest of the matrix, with no coarse aggregates used. A high-range water reducing admixture (HRWRA), usually based on polycarboxylate technology, provides UHPC with its characteristic self-consolidating consistency and allows the mixture to remain flowable even at a water-binder ratio (w/b) of less than 0.20. Finally, high-strength steel fibers, added at dosages of 1 to 3 percent, by volume, provide the UHPC with its characteristic high tensile strength and post-cracking ductility.

Producing UHPC in a precaster’s mixer.
Several concrete precasters have demonstrated that UHPC mixtures can also be produced using many of the materials already used for conventional concrete production. In general, a typical structural precast plant may already have many of the core components of a UHPC mixture (that is, Portland cement, silica fume, supplementary cementitious materials, and an efficient HRWRA) in place and only need to acquire suitably fine sand and high-strength steel fiber for UHPC production. There are two conventional approaches for developing non-proprietary UHPC mixtures with locally available materials. The first is through iterative trial batching, where small batches of material are produced with various constituent materials and proportions, and the materials and proportions producing the most favorable characteristics are selected for production. The second is through optimization of theoretical “particle packing” models, which can be used to identify the particular dry constituent materials and proportions that will achieve the most favorable particle packing; this is usually accompanied by limited trial batching to identify the appropriate w/b, HRWR type, and HRWR dosage for the final mixture. Performance of trial batches may be evaluated in terms of initial workability (flow spread), compressive strength, and flexural or tensile performance; evaluation of other characteristics, such as chloride penetration resistance or freeze-thaw durability may also be considered.
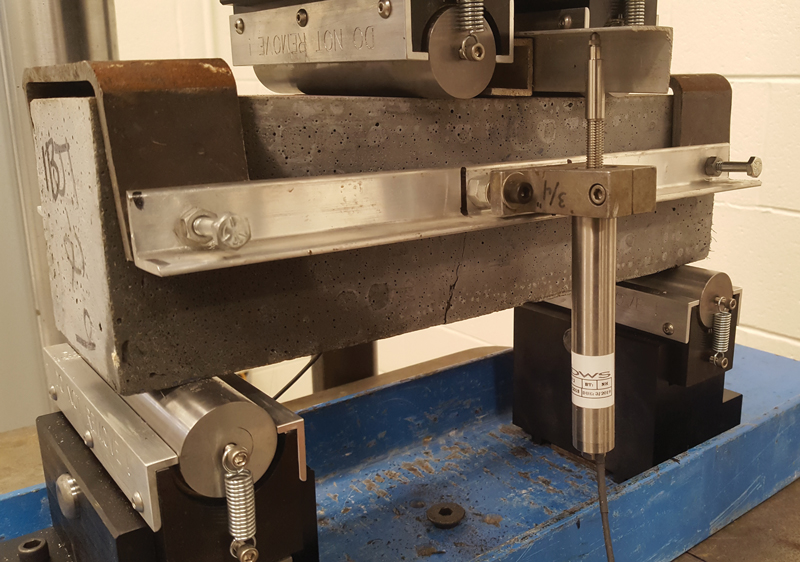
Evaluation of the flexural performance of UHPC with ASTM C1609.
Producing Precast UHPC Elements
Production of precast UHPC elements can be accomplished using most of the equipment already used for conventional precast production. Just about any type of mixer can produce UHPC – even a mixing truck – given enough mixing time. However, efficient production is best facilitated by a high energy, high shear mixer, such as a planetary pan or horizontal twin-shaft mixer. Unlike conventional concrete, UHPC is usually batched by first dry-mixing all of the powder materials and sand, then gradually adding the mixing water and HRWR and mixing until the material becomes fluid. This can take anywhere from 5 to 15 minutes, depending on the efficiency of the mixer and the HRWR used. Once a suitably flowable consistency is achieved, fibers are typically gradually added to prevent clumping, then the material is discharged from the mixer and placed into the forms.

328-foot (100-meter) Single Span BATU 6 UHPC Bridge Perak, Malaysia, produced at Dura Technology.
Methods used to place UHPC into formwork are generally similar to methods used for self-consolidating concrete. However, consideration must be given to the influence of placement process on fiber alignment, which has a strong influence on mechanical performance (for example, tensile strength may be lower perpendicular to the direction of flow if fibers become preferentially aligned by the flow process). UHPC placements should also avoid the formation of cold joints or interfaces across which fibers do not bridge. If possible, UHPC should be placed in a single, continuous pour from a single location, and internal vibration should be avoided to reduce the potential for fiber segregation. UHPC is susceptible to early-age drying and plastic shrinkage cracking; therefore, the element’s surface should be finished and covered immediately after placement. While heat can be added to accelerate initial hydration and facilitate strip out, a secondary post-cure thermal heat treatment (via high-temperature steam) may also be applied to the element to provide high early strength, or to “lock-in” volumetric changes due to shrinkage and creep.
As UHPC becomes more accessible to structural precasters, additional provisions for the design and production of structural precast UHPC will become more readily available. A project funded by PCI is currently underway with the primary goal of developing guidelines to be used by designers and producers of long-span, precast, pretensioned UHPC elements produced from non-proprietary UHPC mixtures. Through these and other supporting efforts, significant benefits to the transportation and building industries may be realized with the use of structural precast UHPC.■