
North American automobile manufacturing and assembly plants, from the origins of the industry in the early 20th century, have held an iconic heritage position in our culture. Consider the Albert Kahn designed factories for Henry Ford. Aside from nostalgia, are these plants still useful and are they fulfilling a role in society today? The answer is, yes they are, thanks to the steel and concrete of their construction and the ingenuity of design engineers. Our case study is the Fiat Chrysler Automobiles (FCA) assembly plant in Windsor, Ontario (WAP).
Created at a time of major consolidation in the domestic auto industry, former General Motors executive Walter P. Chrysler started his namesake company in 1925, incorporating the Maxwell, Chalmers, and Dodge companies. A bold step for him was building a new greenfield site plant, in 1928, on the outskirts of Windsor, Ontario, to serve markets in Canada and the British Commonwealth. Designed by the Hamilton, Ontario, engineering firm of Hutton & Souter, the original structure has been expanded and updated over the years with more than 15 major expansions (Figure 1). The site today sits on 170 acres (70 hectares) and comprises a facility campus of over 4,000,000 square feet (380,000 square meters) of floor space, supporting body manufacturing, painting, and assembly.
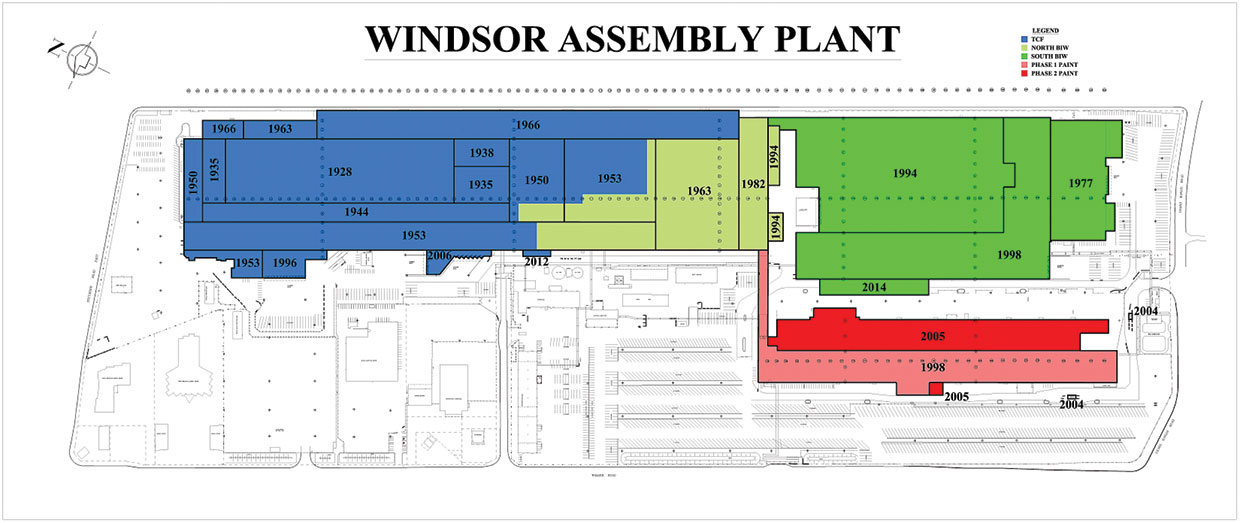
Figure 1. Windsor Assembly Plant expansion plan.
The plant’s many additions and transformations over the years have kept pace with advances in technology, so that today WAP is an efficient and productive high volume plant turning out about 1,400 vehicles per day on three shifts, sometimes six or seven days per week, while maintaining Silver status in the FCA World Class Manufacturing (WCM) production system. (WCM is a methodology that focuses on eliminating waste, increasing productivity, and improving quality and safety in a systematic and organized way). Through the years, the steel superstructure has continued to reinvent itself and has kept up with the demands of the market and the dictates of company chief executives from the founder to Lee Iacocca to today’s Sergio Marchionne, CEO of FCA N.V.
The current transformation began during the two-week Christmas holiday break in 2014 and continued through a 14-week new model launch from mid-February to the end of May in 2015. This was to prepare the plant for production of the new minivan, the 2017 Chrysler Pacifica, that arrived in dealer showrooms in early 2016. A unique aspect of the launch was that the current models (Town & Country and Grand Caravan) continue to be built alongside the new platform. As was necessary for this and past launches, aggressive fast-track scheduling was required to minimize production downtime. The result was additional challenges for the structural engineering team.
The construction program began with modest footprint additions to complement the FCA-WCM product quality initiatives. It continued with remodeling and renovations within the existing building to accommodate new process loading and to provide space for advanced technologies, improved conveyance and robotic assist equipment. Structural modifications included truss, column, and footing reinforcing and removal; floor, pit and tunnel construction and replacements. From the many examples of unique and challenging projects, this case study focuses on two areas representative of the grand scope of modifications: the rooftop enclosure and the alignment pit.
Empty Carrier Return Conveyor Structural Steel Enclosure
The process layout called for the empty body carrier conveyor to be returned from the end of the line to the head of the line. Due to restricted floor space and insufficient headroom, the logical pathway for 200 feet of conveyor was over the roof in the middle of the 1928 building. The 1928 plant was a milestone structure in its time, incorporating an expansive wide-open bright space created by a floor to ceiling height of 27 feet with 16 feet clear height to the bottom chord of the modified Warren and Fink trusses. The ceiling was the underside of the lightweight concrete roof deck at the continuous monitor window sash. Columns were spaced 20 feet in the north-south direction, and 40 feet east-west, and were supported on slender 8 x 6½ H-section columns.
The 87-year-old steel trusses and columns were reinforced, and footings were underpinned in advance of erection of the superstructure during the Christmas shutdown. Reinforcing and erection were staged to accommodate added possible snow drift loading with systematic roof weight removal. Some columns and truss members required intricate and innovative reinforcing and welding at locations already previously reinforced between two or possibly even four times.
Environmental concerns were treated responsibly. Standard red lead structural prime paint was abated and soils were tested for contamination and properly remediated.

Figure 2. Crane lift.
The decision was made to lift about 200 steel members into place over the roof, to avoid construction traffic through the plant. The original thought was to do this by helicopter, but the contractor suggested using a 600-ton Swedish crane (Figure 2) to save cost and improve safety. An exclusion zone for the crane boom swing covered about 200,000 square feet of plant area. The lift of the steel members was completed in three days. During the 14-week shutdown, the existing roof deck, and monitor structure was removed and opened up to be exposed to the production floor (Figure 3).

Figure 3. Rooftop enclosure.
Manufacturing Process Concrete Pits
In-plant renovation construction progressed during windows of opportunity that included weekends and holiday non-production days, and working in non-production areas and external site areas where plant traffic could be re-routed. However, when it came to in-plant production areas where the “heart” of the new product upgrades and changeover took place, the 14-week production shutdown was used to accomplish the necessary demolition and reconstruction. Although the 2015 model build was accelerated in order to stock dealer inventory during the shutdown, it was critical that production of the current minivan resumed at the end of May 2015. Dozens of independent construction projects were undertaken simultaneously in this compressed time frame, including line underpasses, truck loading dock upgrades and an in-line water test booth. Also, a new ergonomic “skillet” conveyor line, a platform that cradles the vehicle during assembly and adjusts its height to ideal levels for assemblers, thereby improving quality with better sight lines, was installed.
The project that attracted the most attention during the shutdown was the pit construction, underground utility rerouting, and column extensions for the new caster, camber, and toe-in alignment station. Originally constructed as part of the 1982 model launch, the alignment station followed the wheel roll-test station where vehicles were driven under their own power to alignment. However, as production increased, a backlog would occur because of a limited number of alignment stations. The alignment stations needed to be expanded from three to five within four-20-foot x 40-foot bays. The ambitious schedule involved demolition in February, construction in March, and equipment installation in April. May was devoted to getting the new processes commissioned for the quality production of the first vehicle off the line when production resumed. From start to finish, the removal, demolition, excavation, utility rerouting, shoring, construction and installation (Figure 4), was accomplished in a remarkable four weeks.
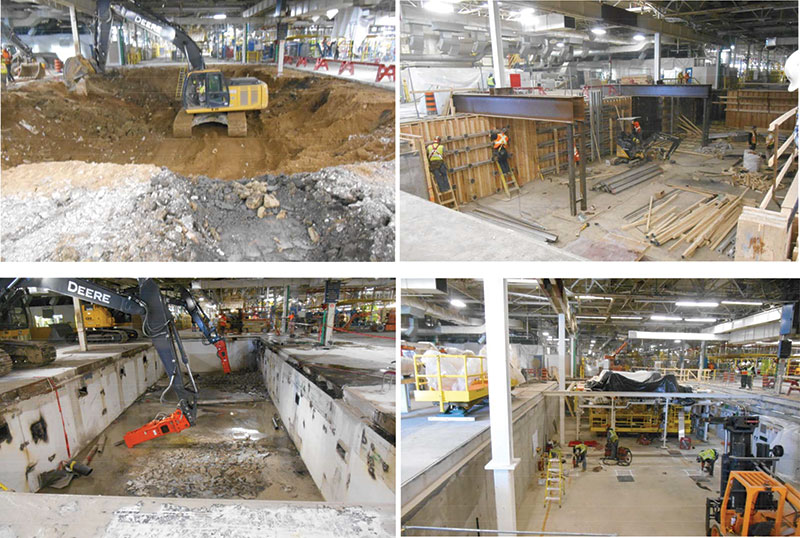
Figure 4. Alignment pit.
This could only have been done with a well-organized plan conceived by FCA, implemented by experienced and determined consultants, contractors, subcontractors and suppliers in an environment that was carefully monitored for safety and quality. Contractor coordination meetings took place every day of the shutdown. The workforce was focused and well trained. To handle the multiple and varying concrete construction conditions of depth, loading pattern and rebar placement, contractors were given standard design approaches to allow on-site decisions during round the clock construction. To fast track concrete curing operations, high early strength concrete was utilized throughout and was consistently tested to allow work to proceed with cylinder test reports at critical stages of construction; results varied from 2,800 psi (19.5 MPa) at 30 hours to 6,500 psi (44.6 MPa) at 28 days.
In addition to steel reinforcing bars, concrete base slabs and walls were reinforced with polypropylene/polyethylene synthetic macro-fibers. Because of high wheel loads, floor slabs were reinforced with steel fiber.
Conclusion
Although many factors influence the decision to invest in either a greenfield manufacturing site or to renovate an existing one, the decision by FCA to invest in the Windsor plant was an acknowledgment that an 87-year-old structure was not a deal breaker. This is an important consideration for the future of the many historic factories in the Midwest and Great Lakes area. As this example at WAP shows, with proper planning in competent hands, older structures still have the resiliency and adaptability to be transformed into a space that can serve the needs of America’s reawakening manufacturing prominence.▪
Acknowledgment
A program of this magnitude involves many teams of individuals that deserve to be recognized. Although not all can be mentioned, the following were noteworthy players:
FCA US Corporate Building Group: Ben Monacelli, R.A. and Sam Sedghi
FCA Canada WAP Facilities: Colin McLellan, P.Eng. and Eric Wilson, P.Eng.
SNP Technical Services, Inc.: Joe Zabolotny R.A. and Jacqueline Ymana
Structural Engineering Consultants: Irfan Ahmed, P.E. and Ryan McGoff, E.I.T. (Engineering Design Solutions), Tim Averill, CET (Valdez Engineering) and in memory of Hector Valdez, P.Eng. (1934 – 2015), and Harry Papadopoulos, Ph.D. (Testing Engineers & Consultants)
Structural Fabricators and Erectors: Andy Bas, P.Eng. (Victoria Steel) and A. Tedesco (AC Metal Fabricating)
General Contractors: Mike Leslie, P.Eng. and Colin O’Donnel (Elmara Construction), Frank Matassa and John Miller (Matassa Construction)