
Designing Best Value Solutions
Today’s design, engineering, and construction professionals face a host of complex construction challenges. Industry initiatives focus on building a safer, more sustainable built environment. Owners seek maximum return on investments. Engineers pursue innovative technologies that maximize asset life and minimize life-cycle costs. Construction teams focus on quality, efficiencies, and cost-effectiveness. Aligning priorities and achieving design intent is a delicate balance of cooperation, collaboration, and communication.
A vast majority of construction projects incorporate the use of concrete for its versatility, durability, and sustainability. It has become the single most widely used building material in the world. With costs estimated at over $4 Trillion to repair or reconstruct America’s deteriorating built environment, ensuring this essential component provides the quality and intended performance for its designed service life is crucial.
A key challenge in concrete design is to address cracking – the primary reason deterioration and corrosion occur in concrete. Ultimately, cracks in the concrete allow moisture, salts, and other contaminants to reach the metal surface of reinforcement and cause corrosion, deterioration, and failure. Permeability is another critical factor that provides entry points and pathways for contaminants to penetrate into the concrete and begin their destructive work.
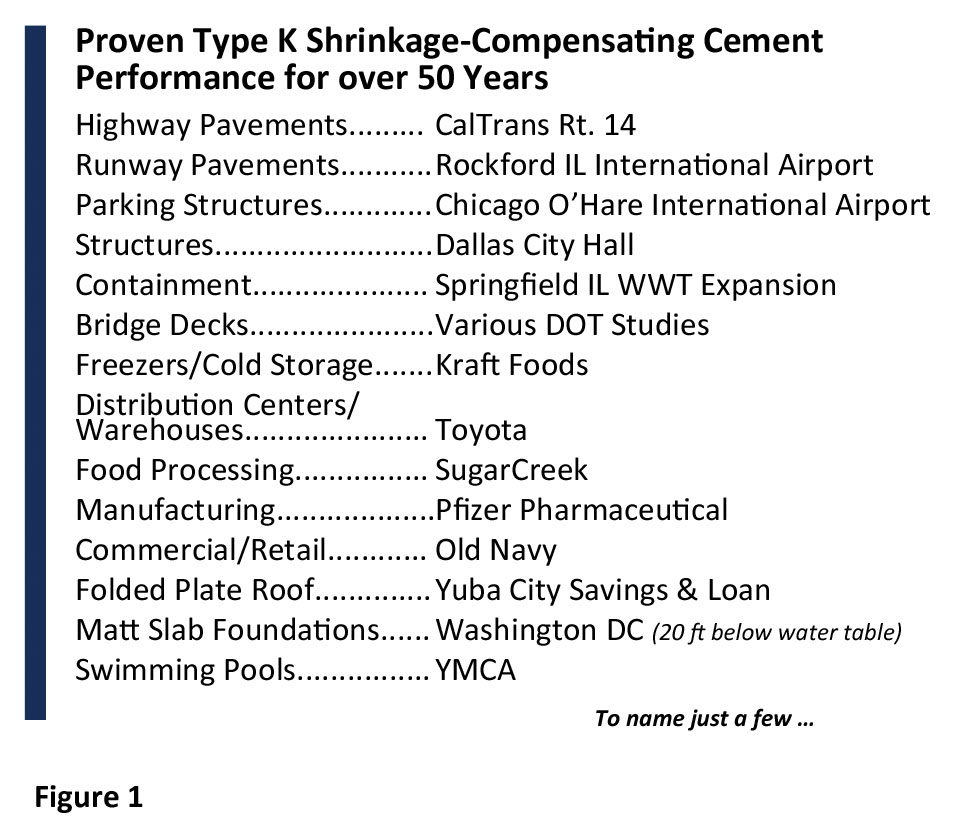
Figure 1. Proven Type K Shrinkage-Compensating Cement performance for over 50 years.
Though there isn’t a “one size fits all” solution, Type K shrinkage-compensating cement is a proven method of improving the concrete element at its core – by improving the cement paste itself. It was specifically designed to help overcome key challenges commonly experienced with concrete installations and has been successfully used in concrete design since the early 1960s. It has a notable history of success in post-tensioned structures, chemically pre-stressed concrete, slabs-on-grade, concrete containment, and cast-in-place elements where higher performance and extended service life were required (Figure 1).
What It Is
Type K cement is a blended cement that incorporates an expansive cementitious additive chemically engineered to overcome drying shrinkage cracking, reduce permeability, and improve sulfate resistance. This additive (marketed as Komponent®) is powered by calcium sulfoaluminate (CSA) cement technology, which has several distinguishing characteristics differentiating its performance:
- It contains no C3A, so sulfate resistance is maximized. When combined with Type V portland cement, maximum sulfate resistance can be achieved in shrinkage-compensating concrete designs.
- It has a high C2S content, which means long-term strengths can be maximized.
- Its early strength element, CSA, has a unique hydration mechanism that ensures efficient consumption of mix water and improves the overall quality and performance of the concrete. During the hydration process, water molecules are chemically retained (“bound”) within a tightly woven network of ettringite crystals, effectively eliminating excess bleed water. This hydration mechanism affords many performance advantages:
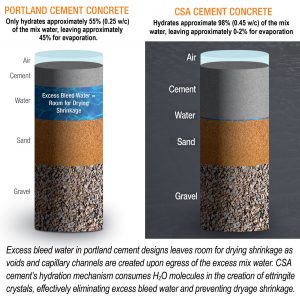
Figure 2. Egress of excess bleed water leaves behind room for drying shrinkage.
- By preventing the egress of excess mix water, voids and capillary channels typically left behind are prevented. These voids would have created space for drying shrinkage, volume change, and easy entry points for contaminants. By preventing these voids, drying shrinkage challenges are overcome, dimensional stability is improved, and lower permeability is achieved (Figure 2).
- Elimination of bleed water helps maintain the integrity of the water/cement ratio at the surface of the concrete, which improves abrasion and impact resistance and prevents laitance and other debris in the concrete from being drawn to the surface.
- The ettringite crystals formed during hydration create expansion within the concrete. The proper dosage of the additive ensures the designed expansion is achieved to overcome the shrinkage characteristics of the local portland cement and aggregates.
- This advanced hydration mechanism effectively overcomes hydral volume change, prevents drying shrinkage cracking, overcomes restraint-to-shortening challenges, reduces the loss of pre-stress due to concrete shrinkage in post-tensioned designs, lowers permeability, and ensures the long-term dimensional stability of the concrete.
Type K cement provides a higher quality cement paste that can play a significant role in maximizing durability, performance, and service life of concrete designs.
How It Works
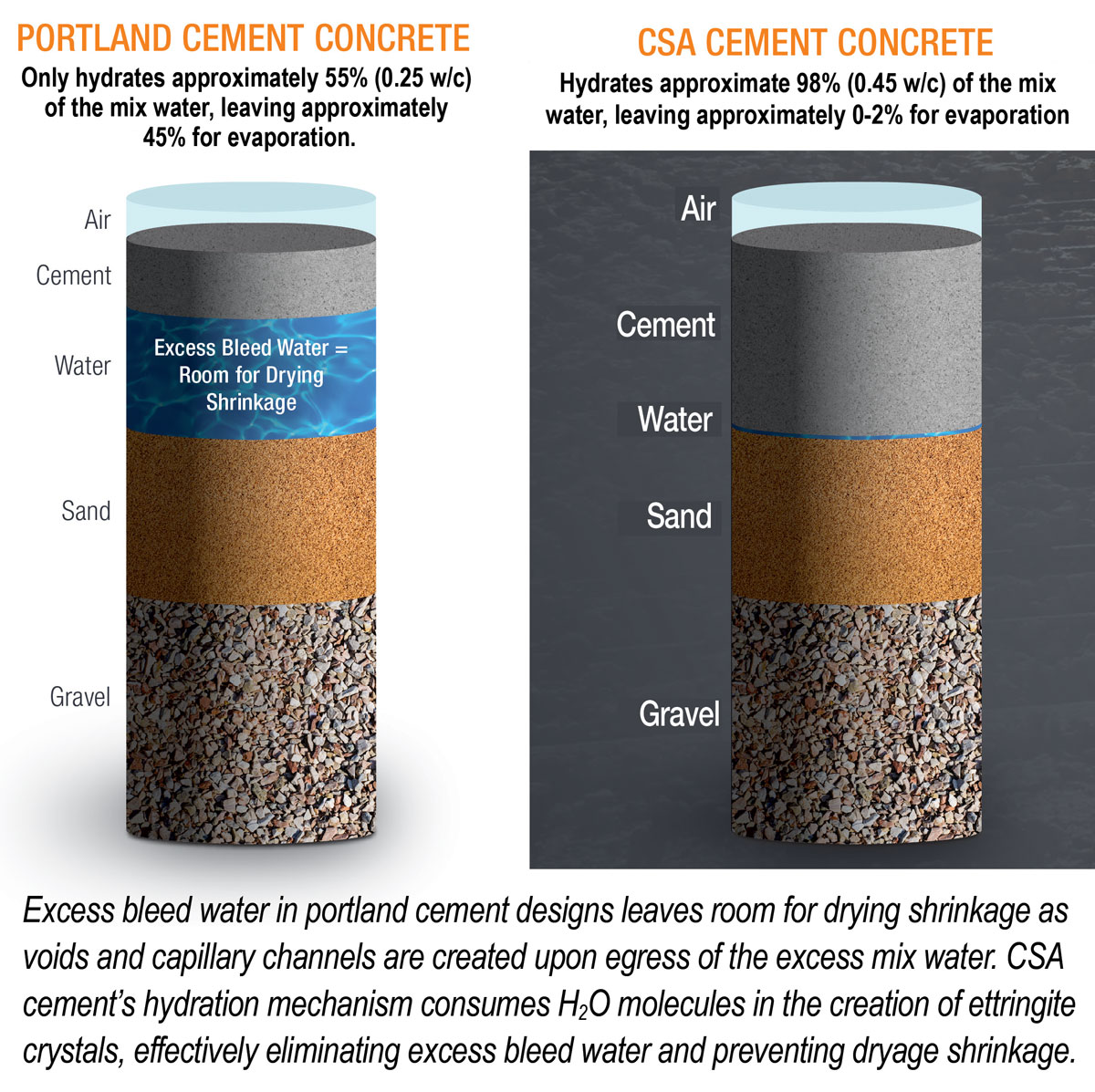
Shrinkage-compensating cement is engineered to work in conjunction with internal restraint. The expansion, which is controlled by the reinforcement, puts the reinforcement in tension (positive steel strain) and the concrete in compression early in the process. The expansive forces developed during the 7-day wet cure period create controlled compressive stresses that keep concrete in compression throughout its service life. It is similar to placing a concrete bar in a powerful clamp, in which the length of the bar fits tightly within the perimeter limits of the clamp. When the bar is heated, it is unable to expand due to the restraint of the clamp. The bar is now in compression.
Figure 3. How it works.
Drying shrinkage in concrete is similar to cooling the concrete bar. As the bar cools, the compression is reduced until the bar reaches its original temperature and length. Further cooling of the concrete bar would result in additional shortening, creating a gap between the ends of the bar and the clamp. Commonly in concrete, shortening results in drying shrinkage cracking (Figure 3).
With shrinkage-compensating cement, expansion maximizes restraint forces and off-sets (or “compensates for”) detrimental tensile stresses and negative strains caused by drying shrinkage that result in shrinkage cracking and, ultimately, contamination, corrosion, early deterioration, and failure.
Industry Standards and Guidelines
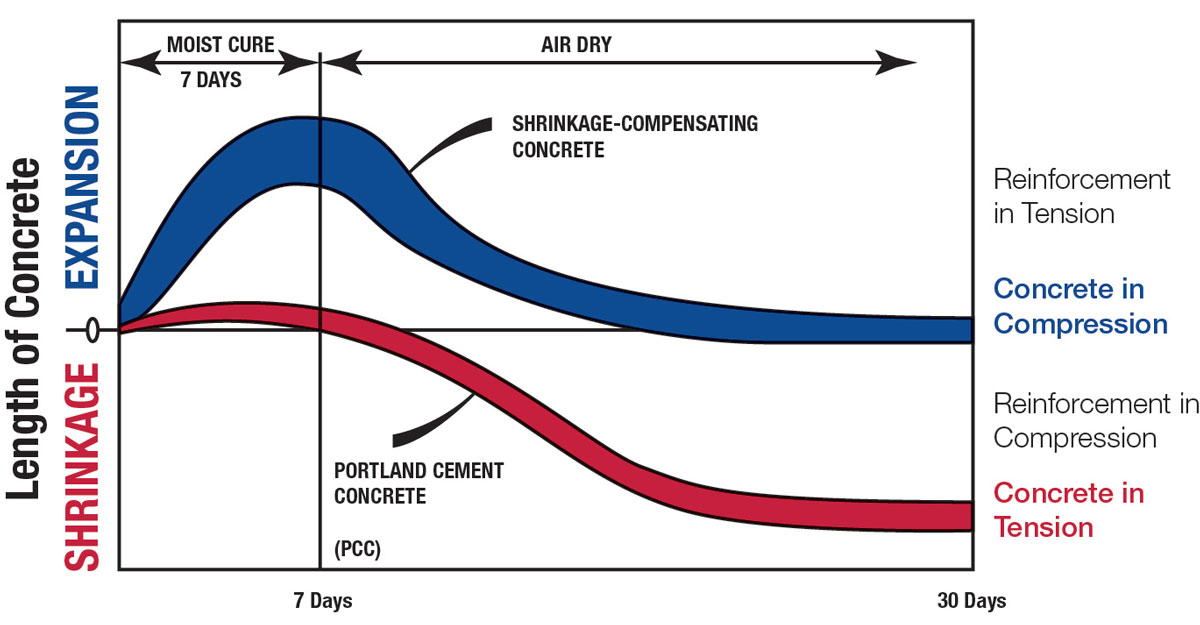
Figure 4. Initial expansion compensates
The graph provided in ACI 223, Guide for the Use of Shrinkage-Compensating Concrete (Figure 4), provides a good representation of what is happening. During the 7-day wet cure period, the expansion effects of the ettringite formation are evident as water molecules are consumed. This puts the concrete into compression and the reinforcement in tension early. The goal is to dose the mix design sufficiently to overcome the anticipated drying shrinkage of the portland and aggregates and achieve a net zero shrinkage.
ASTM C878, Standard Test Method for Restrained Expansion of Shrinkage-Compensating Concrete, assists engineers in determining the most effective dosage for the project. Typically, a 15-17% replacement of cement content is sufficient to achieve shrinkage compensation. A minimum ratio of reinforcement to the gross concrete area is 0.0015, with no maximum specified. Though the “[c]oncrete member expansion is reduced as the amount of reinforcement is increased, the amount of compressive stress in the concrete will be increased” (ACI 223, Figure 2.5.3).
Expansion results must achieve a 7-day expansion between 0.04% to 0.1%, with expansion at 28 days not to exceed 0.15% of the 7-day expansion. These limits were chosen to ensure the ability to substitute shrinkage compensating cement within this range for any concrete structure without changing the reinforcing or joint detailing.
Designers should familiarize themselves with ASTM C845, Standard Specification for Expansive Hydraulic Cement, and ASTM C806, Standard Test Method for Restrained Expansion of Expansive Cement Mortar, and review the principles, methods, and details related to structural design with shrinkage compensating concrete provided in ACI 223.
Shrinkage specifications are tightening (with a maximum 0.02 or less specified more often), and associated performance time frames are being extended to ensure that designed service life expectations are achieved. Type K cement was engineered to meet and exceed these rigorous requirements and offers a proven solution for today’s engineering community.
Project Advantages
When evaluating construction dynamics, project efficiencies, and cost impacts, there is a host of advantages that can be realized when using shrinkage-compensating concrete designs. Dimensional stability is maintained when using Type K. This means costly, time-consuming solutions for restraint-to-shortening challenges (e.g., pour/delay strips, expansion joints, slip joints, additional reinforcement) can be eliminated.
Type K shrinkage-compensating concrete achieves 30-40% greater abrasion resistance due to its advanced hydration mechanism. Slab curling and unsupported slab edges that result in cracked corners and spalls are prevented. The time and expense of slab jacking, grinding, and leveling prior to finish installation can be avoided, and designed Floor Flatness (FF) is maintained.
Larger, more monolithic slab and wall placements can be achieved, with extended joint spacing and length-to-width ratios up to 3:1 are achievable. Containment wall panels can be successfully placed at up to 130 feet. Extended bridge deck joint spacing can be achieved up to 300 feet. Control joint spacing up to 150 feet in slab designs can be accomplished with up to a 95% reduction in joints to place, cut, treat, and maintain. Fewer joints improve efficiencies of seamless flooring installation, with few if any joints to bridge. It also contributes to satisfying new OSHA requirements for worker safety by minimizing respirable crystalline silica exposure due to saw cutting concrete.
Larger placement sizes also reduce load transfer reinforcement and minimize mobilizations and formwork. In concrete containment designs, more monolithic placements minimize leakage and seepage points, reduce water stops and structural joint detailing, ease construction in “no joint zones,” and eliminate checkerboard casting. Type K’s initial high slump makes it ideal for high volume pump productivity and produces a smooth, dense surface for sanitary engineered structures.
By compensating for the effects of drying shrinkage through expansive cement technology, temperature and shrinkage steel can be reduced or eliminated, making thinner slabs and walls viable.
Much can be achieved by addressing concrete challenges at their core. By improving the cement paste itself, Type K cement provides unmatched versatility in design and application, and a wide range of opportunities to improve project efficiencies and realize cost savings.
Installation
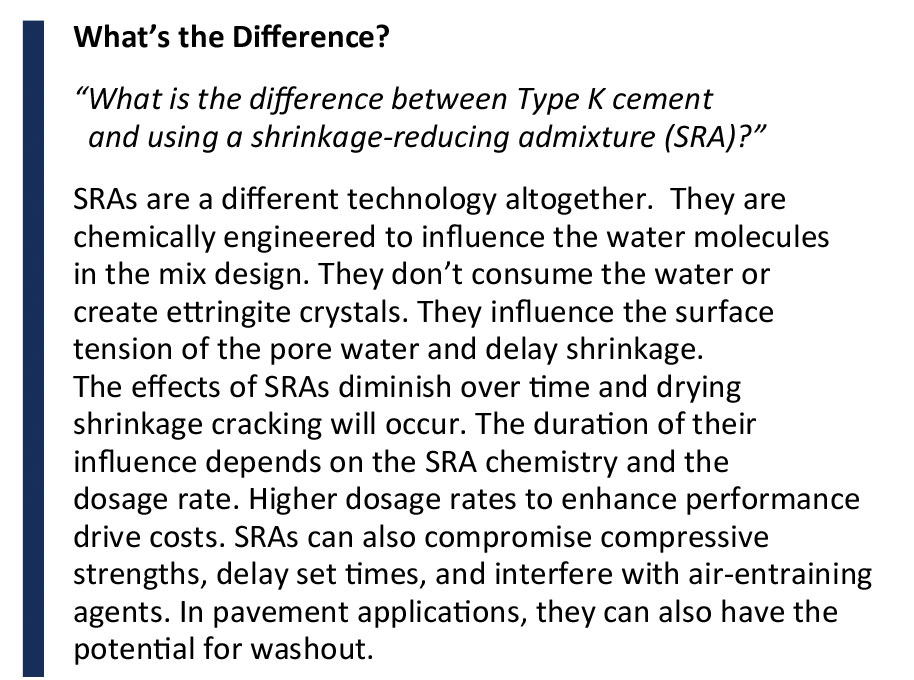
Figure 5. Understanding Type K Cement vs. SRAs.
Type K cement is compatible with traditional complementary products like plasticizers, air entrainment, corrosion inhibitors, retarders, water reducers, and hydration stabilizers. As with traditional portland cement concrete, best practices must be used for hot and cold weather concreting. Common means and methods for placement and finishing are used for Type K cement concrete. Due to the lack of excess bleed water, finishing can begin sooner.
Commercial (4000+ psi), industrial (6000+ psi), and heavy-duty (10,000+psi) strength requirements can be achieved. Supplementary cementitious materials (SCM) (e.g., fly ash, silica fume, slag cement) can be used up to a maximum 18% by weight of cement. Most integral waterproofing additives are compatible with Type K cement, though they should be tested to ensure designed expansion is not affected.
As a result of the consumption of water molecules used to create ettringite crystals during hydration, water demand can be slightly higher with Type K cement, though compressive strengths and flexural strengths are comparable to portland designs. Low w/c ratios can be achieved with careful consideration of various other mix design factors. Consulting with the Type K cement manufacturer for low w/c ratio recommendations is advised.
Water-curing is essential with shrinkage-compensating concrete designs to ensure the designed expansion is achieved. Common methods include polyethylene sheets, absorptive moisture-retaining covers, ponding, or the use of soaker hoses or sprinklers with a curing blanket.
Production can be achieved at the batch plant or on-site via portable silos. Slurry machines can also be used when production facilities or project dynamics necessitate versatility in introducing the Type K additive or based on contractor preference.
Cost Considerations
When evaluating project costs, a thorough review of project scope and the various opportunities available for savings in design, detailing, time, labor, and materials during construction should be performed. An evaluation of lifecycle costs, operational efficiency expectations, and return on investment requirements of the owner must be considered. When performance requirements necessitate augmenting designs to ensure durability, structural integrity, minimal maintenance, or extended asset life, preventative actions must be incorporated into the design and project budget. Type K cement provides a high-performance, cost competitive, and value-added solution that affords a host of additional project savings potential.
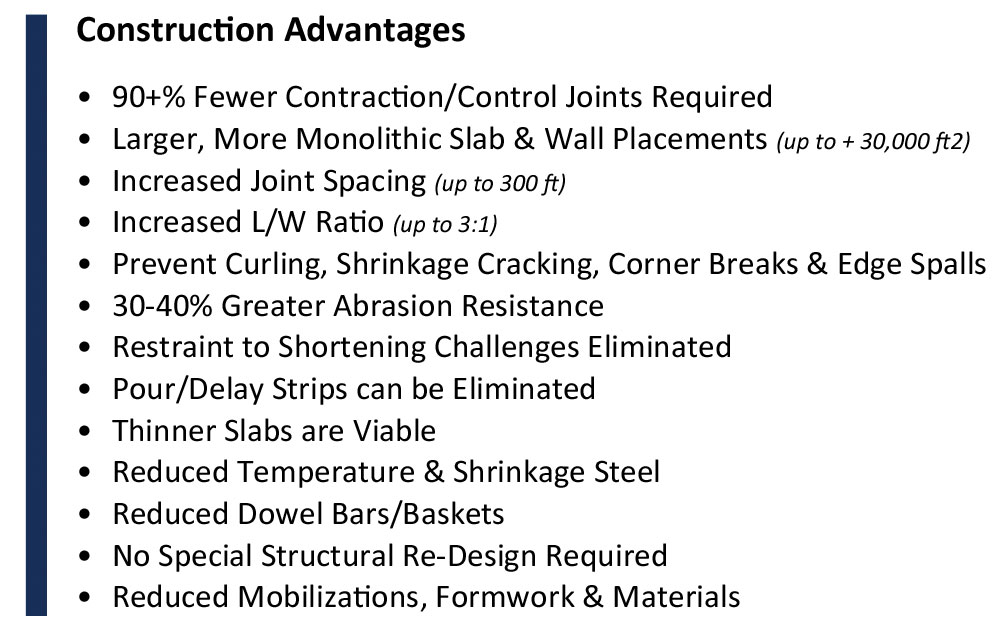
Figure 6. Key construction advantages of Type K Cement.
Type K cement is a blended cement consisting of the Type K additive, local portland cement, and aggregates. Though initially only available as a pre-blended cement, industry standards, specifications, test methods, and guidelines have been developed and proven, making the use of a concentrated additive viable. The concentrated additive is the most common and economical method used today to create Type K cement in even the most remote locations. Combining the Type K additive with local portland cement and aggregates provides a cost-effective way to produce Type K shrinkage compensating concrete and grout. It affords flexibility in production methods to suit unique project conditions. The Type K additive is available in bulk rail, bulk truck, bulk bag, and small bag units, and is offered via a direct-to-market sales channel.
Conclusion
With more restrictive shrinkage specifications on the rise and a growing emphasis on maximizing design life and minimizing lifecycle costs, Type K shrinkage-compensating concrete is enjoying a resurgence in popularity. It offers a “Best Value” solution that supports professionals throughout the industry in achieving primary objectives of building a safer, more sustainable and economical built environment.
References
Chemistry World, March 2008 p62, www.chemistryworld.org, The concrete conundrum. James Mitchell Crow. Access on 8/17/2017 from www.rsc.org/images/Construction_tcm18-114530.pdf
The American Society of Civil Engineers, 2017 Report Card History. Accessed on 8/17/2017 from www.infrastructurereportcard.org/making-the-grade/report-card-history
Corrosion Technology Laboratory – NASA Kennedy Space Center, Corrosion in Concrete. Accessed on 8/17/2017 from https://corrosion.ksc.nasa.gov/corrincon.htm
ASTM International; ASTM C845 – Standard Specification for Expansive Hydraulic Cement
American Concrete Institute (ACI); ACI 223 Standard Practice for the use of Shrinkage Compensating Concrete, Figure 2.5.3.
Klemm, Waldemar A., A “Green” Hydraulic Cement, 2008 CSA Cements Research.