
Steel deck is often installed using arc spot welds, either with or without weld washers. Arc spot welds, often referred to as “puddle welds”, are similar to plug welds except that the thin top sheet does not require a hole to be pre-punched prior to welding. This article will focus on what an arc spot weld is, how the weld is made, and how to ensure quality welds are produced.
How Are Arc Spot Welds Made?
The arc spot or “puddle” weld is started by striking an arc on the deck surface, causing a hole to form in the deck. The weld operation then continues by depositing electrode material on the beam or joist and allowing the molten “puddle” to engage the penetrated deck. It is essential that the finished weld penetrate into the supporting beam or joist and that the puddle engage the deck on the weld perimeter. The complete welding process usually requires 3 to 6 seconds, or perhaps more on multiple deck thicknesses or thicker deck. Research has shown that arc spot weld times and weld quality can vary substantially depending on the welding equipment and technique used to produce the welds. This process requires a welder who is qualified to make these specific welds. Arc spot welds can be made through multiple thicknesses of steel deck, as long as the total base metal (bare steel) thickness of the deck does not exceed 0.15 inches.
Arc-puddle welding methods and operator qualifications are described in the American Welding Society Structural Welding Code Sheet Steel, AWS D1.3. The essential issue in forming a good weld rests in bringing the deck and the supporting beam or joist to fusion temperature at the same time, avoiding “burn-out” in the sheet, with adequate penetration into the beam or joist, and with proper puddle engagement on the weld perimeter.
Quality welded connections require that the elements to be joined be in intimate contact for proper heat transfer; seldom can a gap between the deck and the beam or joist be bridged with electrode material. The operator must select weld machine power settings sufficient to provide energy levels to raise the deck and beam or joist to fusion temperature while preserving the integrity of the hole formed in the steel deck.

Arc spot weld with weld washer.
What are Weld Washers?
Weld washers are small elements of sheet steel with a punched hole at their center and may be curved to fit into the valleys of deck panels. Washers may be of differing thickness and have different hole diameters or hole shapes. The most common type is approximately 0.06 inches thick with holes of 3/8-inch in diameter and a minimum ultimate strength of 45 ksi, and may be designated as 3/8-inch x 16 gage washers. Weld washers are laid in position on the deck units, an arc is struck on the sheet inside the hole, and the operation continues usually until the hole is filled. The weld washer acts as a heat sink and retards burn-away of the sheet. The washer permits welds in thin deck that might otherwise burn away from the welding operation faster than weld material can be deposited.
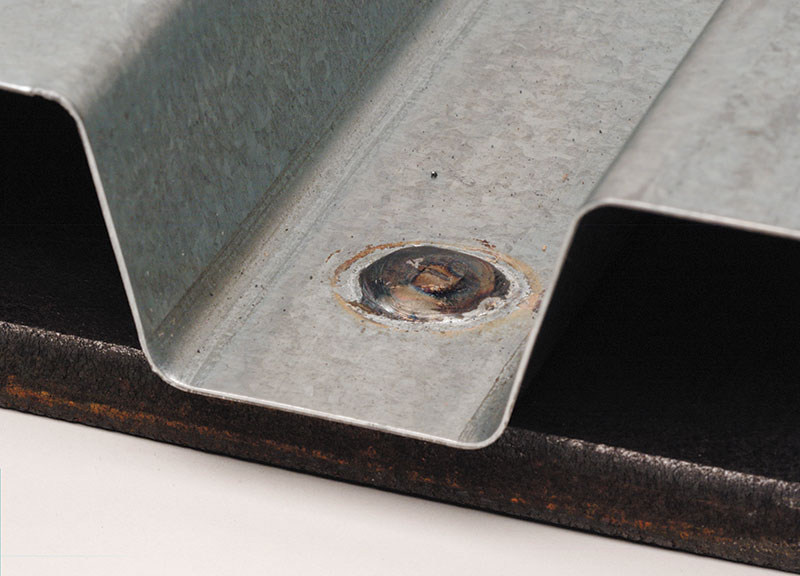
Arc spot weld.
Should Weld Washers Be Used for All Deck Welding?
Not necessarily.
It is essential to understand the heat issue in welding. The weld washer acts as a heat sink, drawing some of the heat and therefore reducing the energy delivered to the substrate, compared to that delivered in arc-spot welding without washers. For a particular application, a five second welding time may be adequate to form a high quality weld through a weld washer into steel deck thicknesses between 0.015 and 0.028 inches. However, using the same washer type and the same welding rates with a thicker steel deck panel may severely limit heat available for penetration into the substrate. Without sufficient heat, a weld washer used with thicker deck can actually prevent adequate heating, with resulting poor weld penetration and poor weld quality.
It is not uncommon for the washer to reduce or virtually eliminate fusion to the substrate when welds are made through sheets of 22 gage (0.0295 inches) or thicker deck.
Typical 3/8-inch x 16 gage (0.060 inches) washers are not recommended with deck design thicknesses equal to or greater than 0.028 inches because their use may actually reduce the weld penetration. Weld washers are recommended for welding in deck panels thinner than 0.028 inches.
An excellent reference for additional information is the SDI White Paper, Arc-Puddle Welds and Weld Washers for Attachments in Steel Deck, available for free download from the SDI website.
Typical weld washer.
What is the Most Common Filler Metal?
The most common filler metal used for welding steel deck is an E6022 electrode, due to the ability of that electrode to produce welds with good penetration and wetting of the weld puddle perimeter. Additionally, load tables for most roof deck and some non-composite (form) deck are based on a specified minimum yield strength of 33 ksi. Accordingly, an E6022 electrode is the “matching” electrode for composite deck, roof deck, and non-composite floor deck with thicknesses of 22 gage or greater.
Deck thinner than 22 gage is usually manufactured from steel with higher yield strength, therefore E7014 electrodes are recommended with weld washers. Electrodes with strengths greater than 70 ksi are not necessary because the heat produced by the welding will anneal the deck in the vicinity of the weld, locally reducing its ultimate strength.
Additionally, the use of low-hydrogen electrodes is seldom necessary, and may actually reduce the weld quality due to the higher amperages usually required for these electrodes.
What Welding Parameters Should be Used?
Required welding machine power settings usually are well below those needed for welding in hot-rolled steels. The settings should be such that electrode burn-off rates are between 0.15 inches and 0.25 inches of rod per second in typical E6022 or E7014, 5/32-inch diameter rods. The time required per weld may vary between 3 to 6 seconds or more, depending on the properties of parts being connected. Heavier support steel requires more welding time, but increased power settings may burn out the deck faster than electrode material can be deposited.
A preliminary field quality check can be made by placing a pair of welds in adjacent valleys at one end of a panel. An inspection should show the weld material in fused contact over most of the weld perimeter. Spotty contact may indicate power settings that are excessive. The opposite end of the panel can be rotated, within the panel plane, placing the welds in shear, and continued rotation can lead to separation. Separation, leaving no apparent external perimeter distress but occurring at the sheet-to structure plane, may indicate insufficient welding time and poor fusion with the support steel. Failure around the external weld perimeter, showing bearing deformations within the panel, but the weld still attached to the support steel, indicates a higher quality weld. The ending of the welding operation may not permit complete fusion on the whole perimeter. Good fusion should be visible over no less than 90 percent of the weld perimeter (Clause 6.1.1.4 of AWS D1.3 permits undercut on 12% of the weld perimeter).
Field quality check procedure.
Are Welding Procedure Specification (WPS) Documents Required?
Yes. The deck installation contractor is responsible for following AWS D1.3 and Welding Procedure Specification (WPS) documents. A WPS is a detailed document providing required variables for a specific welding application to assure repeatability by properly trained welders and welding operators. WPS documents must be written for all welds permitted as prequalified and all welds qualified in conformance with Clause 4 of AWS D1.3.
Each deck installation contractor must be responsible for inspection and testing of WPS qualification tests and welder performance testing as described in AWS D1.3. Arc spot weld WPS are not described in Clause 3 of AWS D1.3 and, therefore, must be qualified by testing and recorded on a Procedure Qualification Record (PQR.)
What Inspection is Required for Deck Welding?
Visual inspection is required to determine if a weld meets the acceptance criteria of AWS D1.3. It is the deck installation contractor’s responsibility to ensure that all WPSs and welders are qualified. The EOR may accept previously qualified or prequalified WPS. However, if the EOR does not accept such evidence, the deck installation contractor must successfully complete the required tests prior to welding.
The SDI has developed the ANSI/SDI QA/QC-2011 Standard for Quality Control and Quality Assurance for Installation of Steel Deck, which provides requirements for steel deck installation quality in a mandatory format that can be used for inspection purposes. This Standard is available for free download from the SDI website and it is highly recommended that designers require compliance with the quality procedures in the standard through incorporation of the standard in project specifications.
What are the Key Take-Away Points?
- Arc spot welding is a viable method of deck attachment, however weld quality must be monitored. A proper arc spot weld requires between 3 to 6 seconds, or perhaps longer, depending on the total deck thickness, welding equipment and settings, and environmental factors. It is impossible to make a proper weld with proper fusion in less time. Arc times should be monitored as one aspect of project quality control.
- Weld washers, due to their heat-sink effect, may actually create welds of lower quality and strength when used with 22 gage or thicker deck. Do not specify weld washers with 22 gage deck.
- Contractually require the use of the ANSI/SDI QA/QC-2011 Standard for Quality Control and Quality Assurance for Installation of Steel Deck to promote quality in deck installation.▪