
Round hollow structural sections (HSS) are used in a plethora of applications – from bridges to transmission towers and stadium roofs, or from handrails to posts. HSS are also used beyond structures. For example, HSS are used as sprinkler pipes, oil transmission lines, and pistons, which can make sourcing a confusing headache. This article assists in navigating it all from a structural engineer’s point of view.
Design
Round hollow structural sections are not only aesthetically pleasing and a favorite for architectural design, but they are also efficient structural members. With their lack of a weak axis, they are superior in compression. Their closed shape makes them preferred when torsionally loaded. When designing connections to round HSS, there are fewer limit states to consider due to the geometric nature of the section. Round HSS can also be filled with concrete to increase compression capacity and provide fire resistance.
Materials
Currently, Steel Tube Institute (STI) producers dual-certify all of their products to ASTM A500 Grade B/C, meaning that the material meets the specification requirements for both A500 Grade B and Grade C. In 2017, the American Institute of Steel Construction’s (AISC )15th Edition Steel Construction Manual was released. In it, the capacity tables are calculated for A500 Grade C to reflect this as the predominant material in the marketplace. Therefore, the design community should design using Grade C, as that is being purchased and what has been provided for many years – not only for round sections but for all HSS.
Round sections should be specified as either A500 or A1085. Historically, the belief was that A53 was the most available round section and, therefore, the most cost-efficient. This is not the case. A53 is the standard specification for steel, black lacquer coated, welded, and seamless steel pipe. It is intended for use in mechanical and pressure applications as well as for use in ordinary steam, water, and air lines. ASTM A500 is the standard specification for cold-formed, welded, and seamless carbon steel structural tubing. Available in four grades, A through D, it is intended for use in construction and structural applications. Unlike A53 piping, which is only round, A500 is available in more shape options, most commonly round, square, and rectangular.
In addition to these differences in intended use between the two steel products, many additional details are critically important for engineers, especially as they relate directly to matters of cost and quality. Consider yield strength. No matter the grade, A500 material’s yield strength will be greater than A53 piping. Although A53 was, at one time, the standard specification for round shapes, specifying A53 for columns or braces of a building results in a thicker, larger section than if using the stronger A500. Structures designed with A500 require less steel by weight; the cost-saving implications are clear.
An A500 round also has a tighter outside diameter (O.D.) and wall tolerances. When using an A500 round for a building column, you could specify an HSS8.625×0.322 with an outside diameter tolerance of +/-0.75% and a wall tolerance of +/-10%. The A53 equivalent, an 8-inch standard pipe, has an O.D. tolerance of +/-1% and a wall tolerance of -12.5%. Another word to the wise: A53 pipe (Figure 1) is available only in lengths of 21 feet and 42 feet. A500 rounds can be produced in lengths from 20 feet to 75 feet.

Figure 1. A53 pipe.
When selecting section sizes for structural design, you can be assured of not only the desired cross-sectional dimensions but also the necessary straightness with A500, as producers must also adhere to a straightness tolerance specified in A500. With A53, there is no specification in the standard for how straight the pipe must be.
Thus far, this discussion has focused on the structural characteristics of A53 and A500, but what happens on the outside matters just as much. When an A53 pipe is specified, part of its material cost is for the sealant that producers use to coat the outside of the pipe. In order to weld to these pipes, a fabricator must remove the sealant, creating an unnecessary cost and extra step in the fabrication process. The bare surface of the A500 tube makes it easier to paint after fabrication is complete. Also, because A53 pipe is produced to carry pressurized steam, water, or gas, the manufacturer must hydrostatically test the product, ensuring that it can withstand pressure when in use. If A53 piping is used in structural applications, the product includes the cost of those tests that a structural application does not require.
Lastly, if previously designing handrails with the “1⁄3 stress increase,” using A500 Grade C permits the use of the same sections as when specifying A53 with the stress increase.
Sizes
Round HSS can be specified in a wide variety of shapes. Discerning what shapes are readily available is a little trickier. You may have noticed that there are hundreds of round HSS sizes listed in the software and in manuals used for design, although not all sizes are produced domestically. Engineers frequently wonder why there are fewer options for A53 pipe than A500 rounds. A53 pipes are designated to a Nominal Pipe Size (NPS), referring to a “nominal” outside diameter (O.D.) in inches plus one of three scheduled wall thickness (standard, x-strong, and xx-strong). They are sized this way because A53 pipes, designed to carry pressurized steam, air, or water, must work with standardized fittings and valves. There is no such need with A500 tubes, which are designated with much more precision and, accordingly, more efficiency. With A500 rounds, the outside diameter and wall thickness, in inches, are carried to three decimal places.
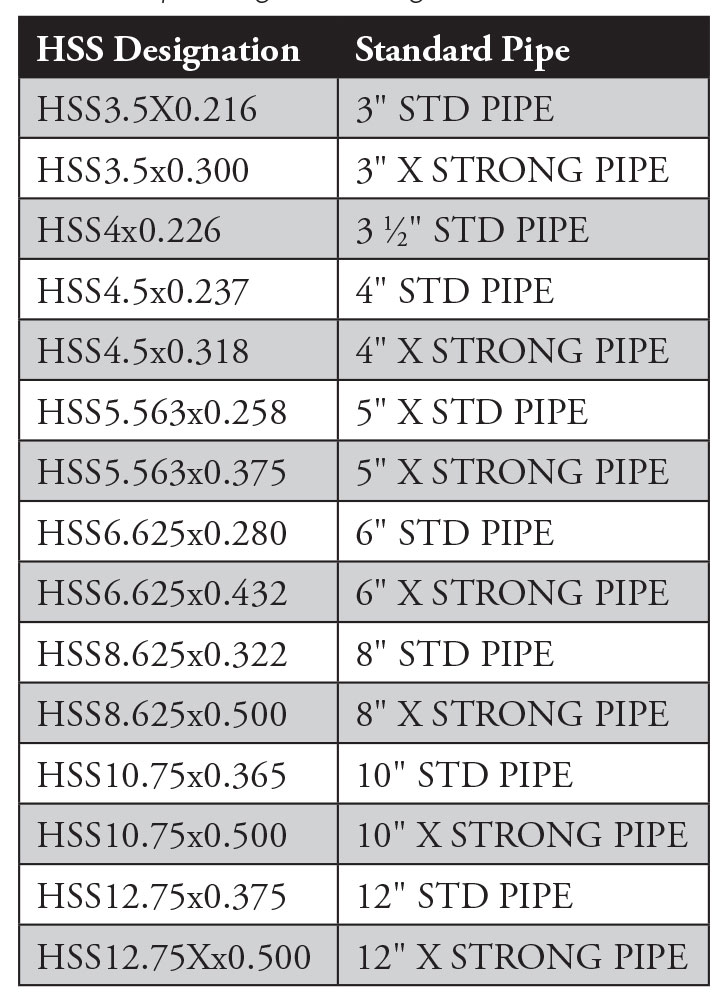
Table 1. Commonly available round HSS
and corresponding NPS designations.
A good rule of thumb is to specify an HSS member that is equivalent to the NPS sizes. These are listed in Table 1 with the corresponding callout for an HSS. If deviating from those listed, it is best to check the Steel Tube Institute’s (STI) Capability Tool (www.steeltubeinstitute.org) to see if the section specified is domestically produced and, therefore, commonly available. This can also be done for rectangular sections.
Handrails
A frequent question deals with the availability of round HSS for handrails. Table 2 lists the sections commonly available in ASTM A500 Grade B/C for handrail construction.
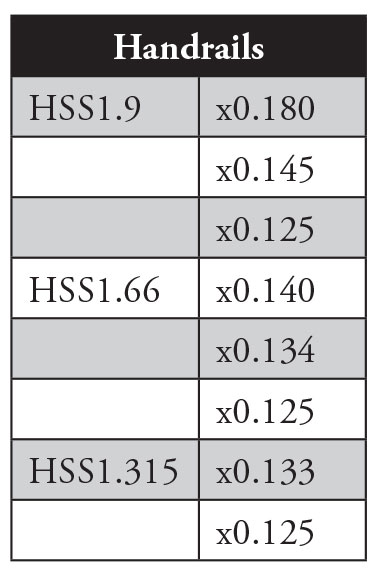
Table 2. Commonly available handrail sections.
Smaller Sections
A question often posed when sourcing smaller sections is if ASTM A513 can be substituted because “A500 is not available.” First, challenge the question of availability. Check the Capability Tool and contact STI for assistance. Second, the answer to the substitution request is, “it depends.” ASTM A513 is a mechanical tubing specification intended for applications where dimensional tolerances are critical, but the strength of the member is not paramount. ASTM A513 has no physical requirements (minimum yield, tensile, or elongation), and A513 material is often not provided with a Material Test Report (MTR) indicating these properties. Therefore, if a substitution is requested, it is essential first to perform coupon testing or review the product’s MTR to ensure that it meets the physical requirements assumed in your design.
Larger Sections
As the construction market has grown over the last decade, it seems that the desire for larger pipe and tube sections continues to grow as well. The availability of these sections should be a concern when considering specifying them.
ASTM A500 and ASTM A1085 have limitations for sizes with peripheries less than or equal to 88 inches. Anything larger than a 28-inch O.D. round section cannot be specified as A500. However, rounds even that large are not produced to the A500 specification domestically. Currently, the largest A500 sections made in the U.S. are 20-inch O.D. It is worth noting that, by the end of 2021, there will be a new domestic mill producing sections up to 28-inch O.D. In addition to the periphery limits, A500 and A1085 also have limits on wall thickness. Currently, the maximum thickness of an A500/A1085 member is 0.875 inches. It is anticipated that this limit will be increased to 1 inch in time for the opening of the aforementioned new mill.
If a project requires members that exceed what is currently produced in A500 or A1085, there is piping produced for other industries that can be used in structural applications, with caution. Most commonly, products that meet specifications such as ASTM A252, used for pipe pile foundations, or API 5L, for the oil and gas industries, can be procured in diameters up to 80 inches.
API 5L
From a structural engineer’s point of view, the following are some of the notable differences between API 5L and ASTM A500/ASTM A1085:
- API 5L products come in many grades, denoted by “X65” or “X70,” which refers to the yield strength (e.g., X65 has a yield strength of 65,300 psi).
- Although API 5L is produced in very large diameters, the thicknesses of domestically produced pipes are limited to 1 inch. Imported material, especially from Asia, is available with walls exceeding 1 inch in thickness, although the availability of such products is often challenging to nail down.
- As API 5L is intended for use as pipelines in the transport of petroleum and natural gas, the tolerances and finishes that are expected for building products do not apply. API 5L is similar to ASTM A53 in that they are both hydrostatically tested; however, API 5L material is of a much higher quality as it is expected to withstand higher pressures and much higher temperatures than A53 pipe.
- API 5L is not an approved material per AISC 360-16, Specification for Structural Steel Buildings, as specified in Section A3.1a. However, the Commentary to this section states: “Other materials may be suitable for specific applications, but the evaluation of those materials is the responsibility of the engineer specifying them.” It is the EOR’s responsibility to prove the material used conforms to an ASTM Specification specifically listed in AISC 360-16, Section A3.
- API 5L has two product specification levels, PSL 1 and PSL 2. PSL 1 provides a standard quality level for line pipe. PSL 2 includes additional requirements for chemical composition, fracture toughness, a maximum yield strength, and additional nondestructive testing.
- Today, the most common grade of API 5L pipe available for structural applications is Grade B or X42 (PSL 1); however, there are 40 other grades given in API 5L, many of which may be available.
- In an additional requirement, PSL 2 stipulates a yield-to-tensile-strength ratio of 0.93 maximum for Grade B and X42 up to X80. This is important, as some of the connection strengths given in Chapter K of AISC 360-16 are rooted in the ductility of the material that produces the anticipated connection deformation. The maximum yield-to-tensile ratio for the materials used in the development of AISC 360-16, Chapter K, is 0.80.
- If a large section is required, but the stringent chemical and testing requirements of the API 5L specification are not, it may be prudent to call out the section as “ASTM A500 Grade C or approved equivalent.” This allows a mill that has not gone through the rigorous certifications necessary to obtain an API license to produce the material needed for a construction application, which may save significant project costs.
ASTM A252
ASTM A252, Standard Specification for Welded and Seamless Steel Pipe Piles, is a material specification for steel pipe piles for foundations where the steel either acts as the permanent load-carrying member or as the form for cast-in-place concrete piles. STI does not recommend the substitution of ASTM A252 for ASTM A500 unless extreme care is taken. A few items of note follow:
- ASTM A252 can be specified in one of three grades. Yield strengths vary from 30 to 45 ksi, and tensile strengths vary from 50 to 66 ksi.
- There are no chemical composition requirements in ASTM A252.
- Although A252 is frequently produced in large sections, the specification does not speak to the tolerance for sections exceeding 24 inches in diameter and/or 1⁄2-inch thickness.
- The tolerances in A252 are more lenient than A500 for wall thickness, and it has no tolerance for straightness.
- Similar to API 5L, ASTM A252 is not an approved material per AISC 360-16.
If A252 is substituted, the EOR should account for its thinner wall, the lower yield strength, and the variable chemistry that may affect the members’ weldability.
Fabrication
When considering the total cost of a structure, the fabrication is a significant portion of the steel package cost. The handling of the material during fabrication is a contributor to the overall fabrication cost; it should be noted that round HSS can be more challenging to handle in the shop as it tends to roll. Marking and adding pieces to quadrants at 90 degrees to each other on a round piece is not quite as easy as it is on a rectangular section. Additionally, when connecting a round section to another round section, like in the truss shown in Figure 2, the cut necessary to connect the branch member to the chord is complex. This fabrication step has been simplified with the implementation of lasers into fabrication shops. However, without lasers, it can be quite complicated. While round sections are often the most efficient per weight, it may be more cost-effective to use a square or rectangular section to aid in the fabrication costs.

Figure 2. Complex end profiling.
Weldability
The requirements for the chemical composition of the commonly specified structural steels and, in particular, the limiting values of carbon equivalents, have been selected to facilitate weldability. The American Welding Society’s AWS D1.1, Structural Welding – Steel, in Table 3.1, lists prequalified steel materials and grades that have been selected because they have historically displayed good weldability. ASTM A53, A500, A1085, and API 5L Grade B, X42, and X52 are all listed as approved base metals for prequalified welding procedure specifications (WPS). Steel grades not listed in Table 3.1 may be new and have simply not been incorporated into D1.1 or, as is the case for ASTM A252, have been excluded because their mechanical properties and chemical compositions are not sufficiently defined. For these materials to be used, a special qualification test is required.
Weld Seams
ASTM A500 and A1085 round sections are produced with a straight seam weld, with the outside weld bead scarfed or cut smooth with the outside surface. Specifiers should be aware that other specifications for round sections, particularly large pipes, are also produced with a spiral weld (Figure 3). These weld seams wrap around the member rather than straight longitudinally down the member. This is of particular importance if the member is to be used as an element in architecturally exposed structural steel (AESS). In that case, it is likely necessary that the member should be specified on the contract documents that it shall be “straight-seam welded.”

Figure 3. Spiral weld pipe.
Tolerances
All of the materials mentioned in this article have different tolerances innate to their specifications (Table 3). As noted above, it is vital to ensure the assumptions made about the material in the development of the code meet or exceed what is provided in the actual member proposed to be used. Additionally, there are other requirements, like straightness, that may be worth investigating if an alternate material is sourced for a project.
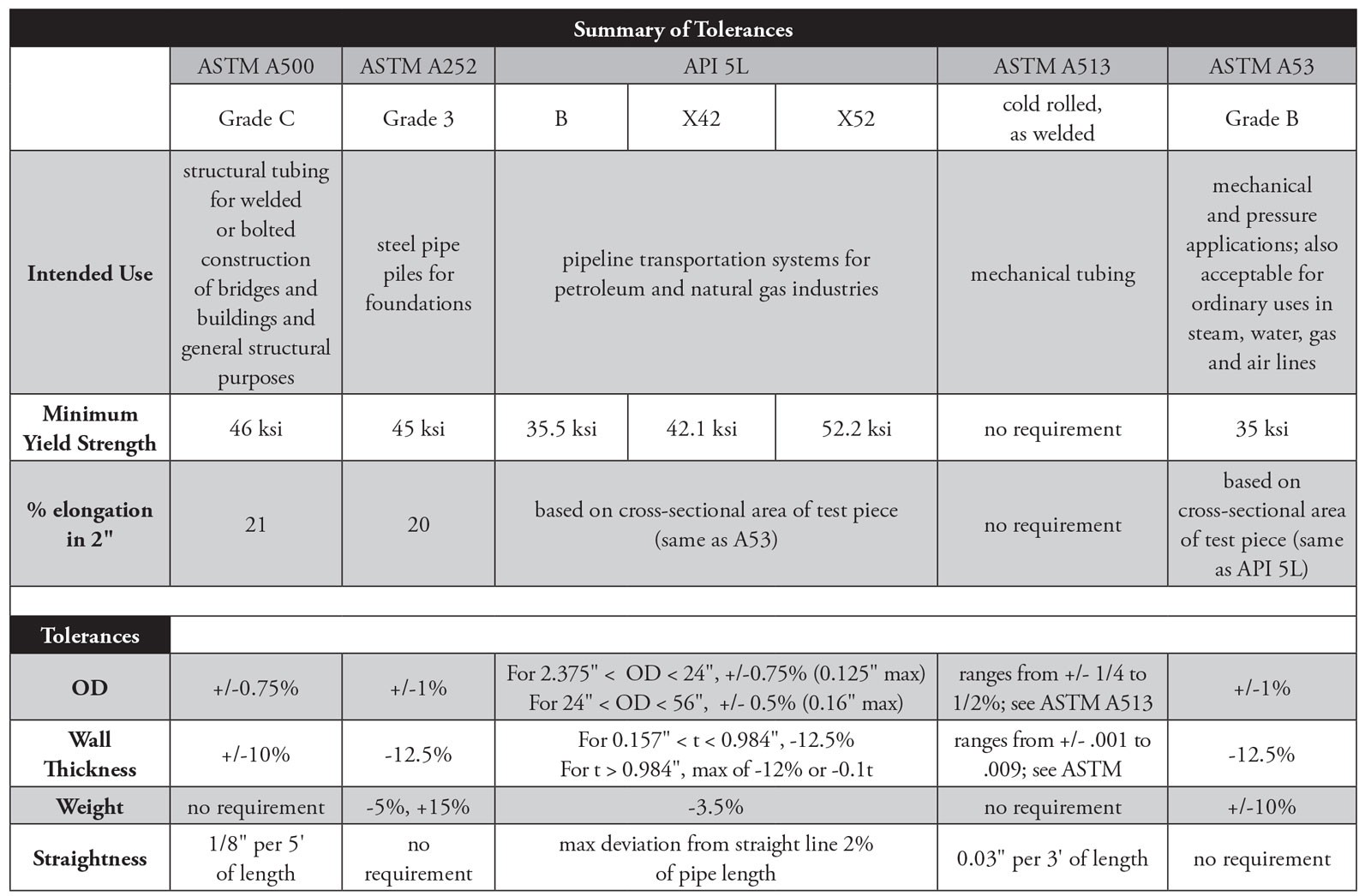
Table 3. Summary of tolerances.
Rounding Up
When designing with round HSS, if designers stay in the “wheelhouse” (get it?), with outside diameters ranging from 3.5 inches to 12.75 inches, stick to A500 Grade C. These are the most economical sections because they are the most readily available and demonstrate the most efficient use of the material. If the project demands going outside that range, keep this article handy or contact STI for assistance.■