
The Key to Mass Timber Construction
Part 1: Self-tapping Screws
Many of the advances we have seen in mass timber construction in recent years are due, in large part, to the availability of modern wood fasteners. The two most common types, self-tapping screws (STS) and glued-in rods (GiRods), will be discussed in this two-part series. Neither of these fastenings is directly addressed by the current U.S. National Design Specification for Wood Construction (NDS®) or the Canadian Standard for Engineering Design in Wood (CSA O86). These articles provide background and relevant design considerations to assist structural engineers in designing with these novel products.
Many large-format structural timber products have become popular in recent years. Further information on mass timber products can be found in STRUCTURE’s January 2017 article, Mass Timber: Knowing Your Options. The success of these new mass timber products is partly due to the availability of new, modern wood fasteners. Traditional bolts, lag screws, nails, wood screws, timber rivets, split rings, and shear plates have been the recognized tools by timber engineers for their reliable record of performance. For example, Teco (split ring) timber connectors were common in large-span heavy timber trusses and bridges during World War II, offering high load capacity. Unfortunately, these same connectors often require high skill and manual labor with specialized tools for installation. Modern mass timber construction fastenings, on the other hand, are quick and easy to install and uninstall and can be concealed for aesthetics and fire protection. Modern fasteners can also provide ductility and energy dissipation under earthquake or blast loads. Some examples of modern fastenings were covered previously in STRUCTURE’s August 2014 article, Modern Timber Connections – since then, long self-tapping screws have begun to dominate the mass timber world.
Traditional vs. Modern Threaded Fasteners
Wood screws and lag screws have been around for a long time and are often what comes to mind for threaded fasteners. The design criteria for wood screws and lag screws are clearly defined in the NDS and CSA O86, and fastener sizes and shapes are detailed in ANSI/ASME standards. Material properties for traditional wood screws are not specified; however, most lag screws, as specified in ASME B18.2.1, must conform to ASTM A307, Grade A for low carbon steel.
Wood screws and lag screws have proven track records. However, there are some drawbacks. For example, lag screws must be installed in pre-drilled holes, typically drilled in two steps for some sizes of screws with different diameter bits for the threaded and unthreaded parts of the shank. Lag screws can be challenging and slow to install using a wrench, because larger diameter lag screws may require high torque. Power drivers for lag screws are prone to overdriving, which can compromise withdrawal capacity and fixity. Traditional wood screws, in comparison, generally do not require pre-drilling, but are limited in size and capacity and can fail in torsion during installation.
This is where self-tapping screws enter the scene. High-performance structural screws were developed by researchers and manufacturers in Europe starting in the late 1990s. Now available from both European and North American manufacturers, these screws range in diameter from 5⁄32 inch (4 mm) to 9⁄16 inch (14 mm) with lengths up to and exceeding 3 feet (1 m). Although sometimes referred to as “self-drilling,” Self-tapping Screws is a more commonly used term.
A key feature of self-tapping screws is the material: special carbon steel with tensile strength up to 145 ksi (1000 MPa), significantly higher than the steel used for lag screws and wood screws. Another key feature is the screw geometry. Through extensive design and test programs, manufacturers have developed features such as thread shapes (for strength and ease of installation), the extent of threading (partially or fully threaded), head shape (for different applications), and drilling/tapping tips.
Many of the features, developed for ease and speed of installation, also have the added benefits of reducing wood splitting and eliminating the need for drilling pilot holes in many cases. The high strength steel also makes it possible to drive long screws under high torque without breaking the screw in torsion during installation. Many different head shapes are available for different connection configurations, such as wood-to-wood and steel-to-wood applications. Some heads have built-in washers to dramatically increase head-pull-through resistance, which is an essential property for partially threaded screws, as described below.
Performance
Although wood screws, lag screws, and self-tapping screws are all used to resist shear loads and/or withdrawal loads, self-tapping screws also possess the ability to transfer load in tension or compression from one end of the screw to the other when fully threaded. Fully threaded screws made from higher-strength steel change the type of failure mechanism generally associated with screws. As a result, fully threaded self-tapping screws can be used for new applications like reinforcement, as shown in Figure 1.
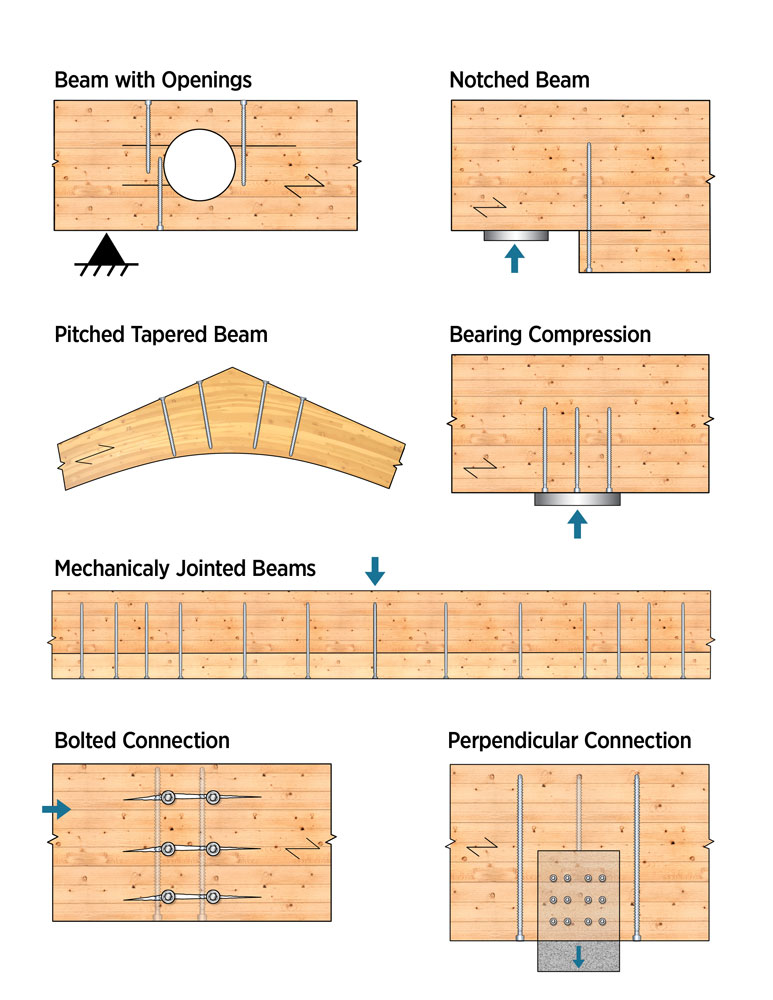
Figure 1. Fully threaded screws used as reinforcement. Courtesy of MTC Solutions.
Fully threaded screws transfer load from one part of a wood member into another by the threads of the screw, making it possible to prevent wood splitting, perpendicular-to-grain crushing, and shear along the grain. Splitting and shear are brittle failure modes that often control the capacity of connections in wood. When splitting or shear failure is prevented, the overall connection capacity is increased until another failure mode is reached, but at a much higher load level. Figure 1 illustrates a variety of cases, including notches and bolt groups, both of which have high stress concentrations in shear and perpendicular-to-grain tension, respectively. Openings in large glued-laminated beams for ductwork or pipes can be reinforced using self-tapping screws. Another benefit of the fully threaded screws, in addition to high withdrawal capacity, is the elimination of head-pull-through failures because the thread transfers the load, not the bearing around the head. Other examples shown in Figure 1 are shear reinforcement of deep beams, radial tension reinforcement of arches and tapered glulam beams, and compression (bearing) reinforcement at supports.
Resistance
Wood screws and lag screws are typically installed perpendicular to the face of wood members to transfer shear forces. Screws can also be loaded in withdrawal (i.e., tension). The withdrawal capacity of traditional fasteners is limited by the withdrawal resistance of wood and the tensile resistance of the fastener shank. Since the quality and the strength of traditional screws are usually unknown to the designer, the penetration length of the threaded portion greater than 10 times the diameter of the screw is not considered in the design to minimize the risk of tensile failure of the screw. This uncertainty is accounted for in Allowable Stress Design (ASD) using conservative reference values (1⁄5 and 1⁄6 of the mean values for lag screws and wood screws, respectively) and low resistance factors in Load and Resistance Factor Design (LRFD) and Limit State Design (LSD) (0.65 and 0.6 in the NDS and CSA O86, respectively). This significantly limits the effectiveness of traditional fasteners in modern mass timber structures.
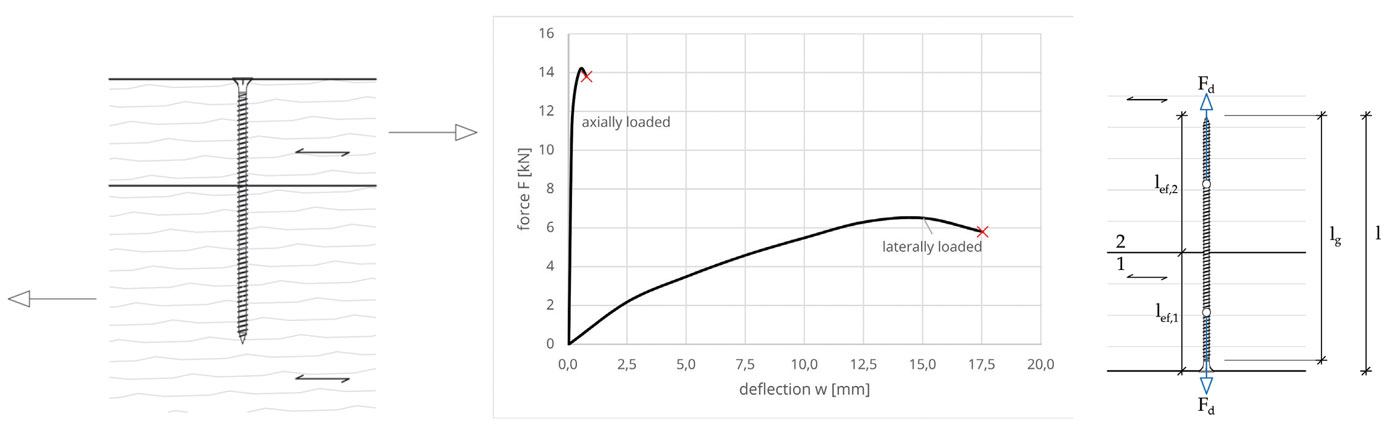
Figure 2. Force-deflection relationships of axially and laterally loaded screws. Courtesy of Schmid Schrauben Hainfeld GmbH.
Self-tapping screws, on the other hand, provide the unique benefit of withdrawal resistance approximately three times higher than their shear resistance, as shown in Figure 2. It is better to take advantage of the screw’s withdrawal capacity rather than its shear (lateral) capacity. The connection can still transfer the shear force, but an inclined screw, as shown in Figure 3, develops a much higher capacity. The angle of inclination, 30° to 60° to the grain in the loaded wood member, results in a combination of axial and shear forces in the screw. As shown in Figure 3, under shear loading, a single self-tapping screw installed at 45° to the grain can be equivalent to multiple screws installed conventionally, perpendicular to the face.

Figure 3. The capacity of inclined screws vs. perpendicular-to-the-face screws. Courtesy of MTC Solutions.
Another interesting behavior of axially loaded self-tapping screws is that the connection stiffness is nearly ten times higher than the stiffness under lateral loading, as shown in Figure 2. This stiffness advantage does come at a cost: brittle failure can occur if screws are overloaded in pure withdrawal, without visible warning, unlike ductile behavior. However, by inclining self-tapping screws, as shown in Figure 3, the designer can take advantage of the overstrength in axial resistance of the screw and may also benefit from plastic deformation through bending.
Applications
Fully threaded self-tapping screws are mostly used to connect mass timber panels in floor-to-floor, wall-to-wall, and floor-to-wall joints with and without steel hardware. A variety of connection configurations are shown in the recent edition of the CLT Handbook (free download at clt.fpinnovations.ca). Likewise, these screws can be used in glulam header-to-beam connections and for local reinforcement of members, as noted above. They can also be used for attaching lifting anchors for CLT panels, as shown in Figure 4, for loads in the range of 2.9 kips (13 kN).
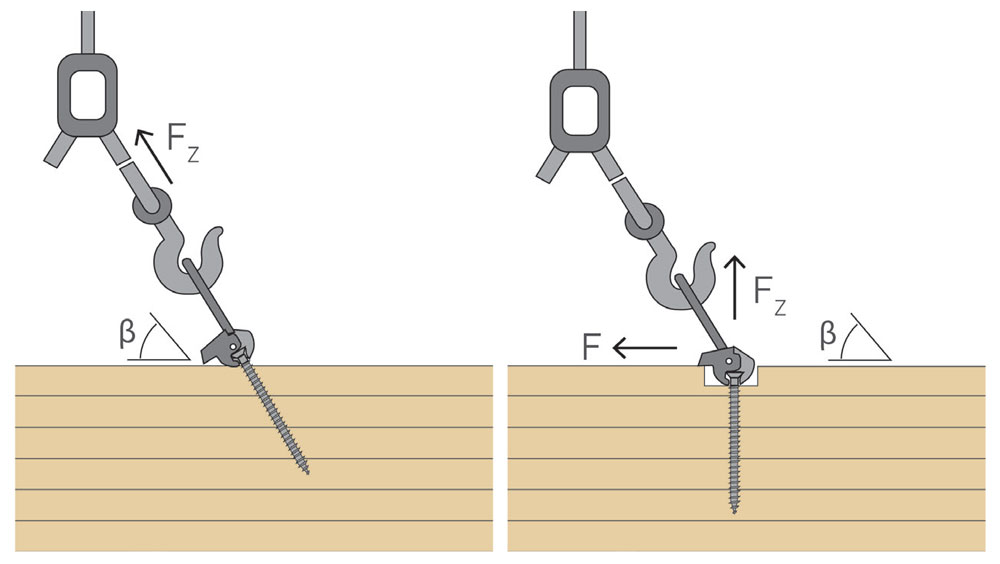
Figure 4. Example of rigging for lifting timber elements. Courtesy of Rothoblaas.
Partially threaded self-tapping screws also can be used in a wide variety of applications with and without steel hardware to resist shear between two adjacent members. These screws can also be used to develop composite action between mass timber beams or panels and concrete, as shown in Figure 5. Other applications for partially threaded self-tapping screws include attaching insulation to mass timber members.
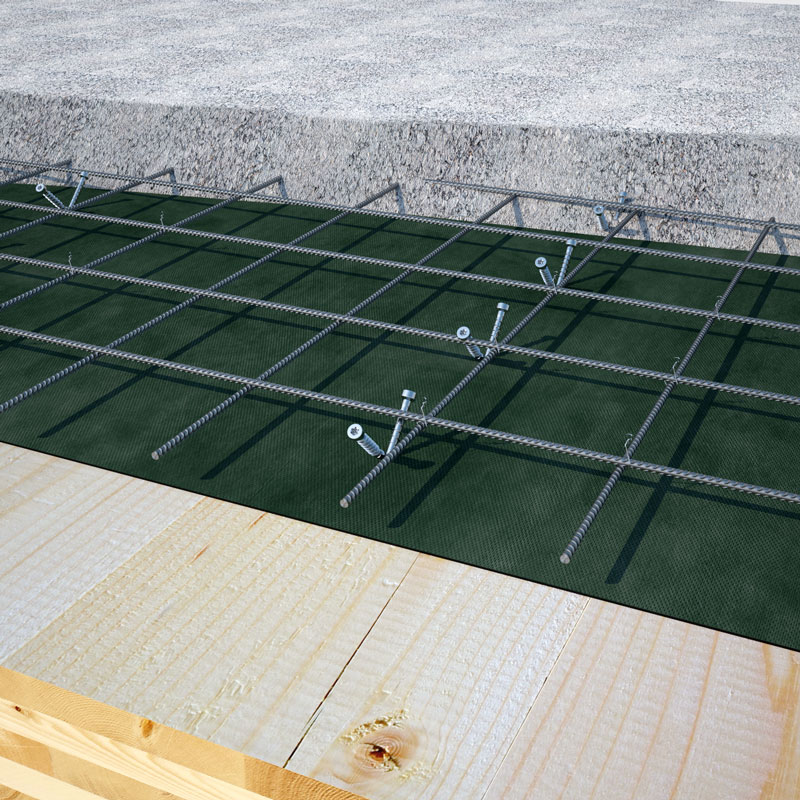
Figure 5. Timber-concrete composite floors made using Rothoblaas CTC timber fasteners. Courtesy of Rothoblaas.
Design Guides and Current Standards
The NDS and CSA O86 do not currently address the design of connections with self-tapping screws. While codes and standards tend to lag behind product development and market demand, specific product approvals can be used in lieu of explicit code recognition. In Europe, designers rely on suppliers for their National Technical Assessment (NTA) and European Technical Assessment (ETA) reports for each screw and connector model – dozens have been tested and approved. Several of these screws are available in the North American market and some with production, service centers, and design guides for the U.S. and Canada. A few have ICC-ES or CCMC (Canadian equivalent to ICC-ES) approvals. It is best to ask screw manufacturers or suppliers for technical support and copies of their design guides. Pay attention to the following technical considerations:
- Quality control. The supplier must ensure proper manufacturing quality control (material quality) since connection capacity is highly reliant on the tensile strength of the screw.
- Fastener selection. Self-tapping screws have many features such as thread and shank diameter, full or partial threads, type of head and tip, material and coating, and more. The designer must choose the right screw for the application and consider the overall cost to the project as well as availability. Contractor requests for substitutions also require careful review.
- Design values. Conversion of European design values is required to determine ASD or LRFD design values (and LSD in Canada) to be compatible with building codes accounting for load-duration and other adjustment factors. Group effects must also be considered. Ask the supplier for guidance.
- Spacing. Determine spacing requirements parallel- and perpendicular-to-grain, including end and edge distances, screw lengths for thickness of the members, angle of inclination, and wood density. Tight spacing may induce brittle failure modes, such as splitting, row shear, block shear, or group tear out.
- Pre-drilling. Although self-tapping screws can be installed without pre-drilling, screws of larger diameters (3⁄8 inch or 10 mm and greater) may require pilot holes, especially in denser wood species and those prone to splitting (Douglas-fir, Hem-fir, and Western Red cedar). The manufacturer should provide the diameter and length of pilot holes. Pilot holes are recommended for installing long screws in compact joints and for reinforcement applications to ensure accurate installation.
- Insertion torsion. Suppliers limit installation torque to stay below the torsional capacity of the screws. Long, fully threaded screws should be inserted without interruptions.
- Corrosion. Self-tapping screws used in exterior applications should be stainless steel or have appropriate treatment such as electro- or hot-dip galvanization.
The Future of Self-Tapping Screws
Trends to follow include self-tapping screws used for punching shear reinforcement in mass timber panels and new specialty connectors that combine prefabricated steel components with the screws. In life-cycle assessment analysis, screws can be backed off and allow for disassembly of structures for future re-use.
Self-tapping screws have a significant foothold in mass timber construction and will likely find their way into U.S. and Canadian building codes and standards soon.■