
Steel rebar in concrete structures is usually protected by a passive film formed due to the alkaline environment of fresh concrete. However, this protective film can be destroyed by the ingress of chloride or carbonation of the concrete cover layer. Once damaged, corrosion initiates in the presence of oxygen and moisture. The volume of corrosion products is usually two to six times greater than the volume of the original steel it consumes, resulting in tensile stress in the surrounding concrete. When the stress reaches the tensile strength of concrete, cracking/spalling occurs in the concrete cover. In the meantime, corrosion reduces the steel-concrete bond strength and the cross-sectional area of steel rebar. Therefore, steel reinforcement corrosion is one of the main causes of premature deterioration in reinforced concrete structures.
Many methods or techniques have been developed to protect steel rebar from corrosion in concrete structures, such as the addition of corrosion inhibitors or high-performance admixtures, use of protective coatings or corrosion resistant bars, and others. Among these methods, the use of protective coatings is one of the most effective and efficient methods because it can establish a physical and chemical barrier between the steel rebar and the corrosive environment. This article presents protective coatings used to prevent steel rebar from corrosion in concrete structures, mainly focusing on hot dip galvanizing (HDG), fusion-bonded epoxy (FBE), and chemical reactive enamel (CRE).
Hot Dip Galvanizing (HDG)
The use of zinc as a coating to protect steel in concrete structures dates back to about 1900. In the following decades, especially after WWII, zinc was regularly used as a coating material for bridge and highway construction in the northern states of the U.S. and in Canada. Zinc coating protects steel rebar in two ways. First, it serves as a physical barrier between the steel bar and the corrosive environment. Second, it corrodes preferentially and provides sacrificial cathodic protection to the steel.
Zinc can be applied to the steel bar in a number of ways including hot dipping, electroplating, spraying and mechanical alloying. Hot dip galvanizing (HDG) is the most common method of zinc coating. The steel bar is immersed in a molten zinc bath at a temperature around 450°C (842°F). The metallurgical reaction takes place between the steel bar and the zinc, producing a series of iron-zinc alloy layers. Four typical layers are present from the steel substrate outwards, including the gamma layer (75% Zn, 25% Fe), the delta layer (90% Zn, 10% Fe), the zeta layer (94 % Zn, 6% Fe), and the eta layer (100% Zn) as shown in Figure 1a.
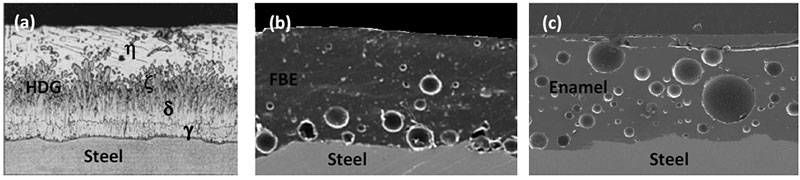
Figure 1. Microstructure of (a) hot dip galvanized zinc (from American Galvanizer Association),
(b) fusion-bonded epoxy, and (c) enamel.
The unique structure of HDG coating offers many important advantages. First, it metallurgically bonds to the underlying steel, which avoids under-film corrosion. Second, the iron-zinc alloy layers are harder than the underlying steel, therefore producing a tough and abrasion resistant coating. In this regard, transportation and handling processes require no special care.
One concern for the use of HDG coated steel bar in concrete is that some chemical reactions occur when the zinc is in contact with the fresh concrete. The outer eta layer (pure zinc) will vigorously corrode until passivation occurs and the concrete hardens. The chemical reactions release hydrogen gas and produce calcium hydroxyzincate (CHZ) crystals, Ca(Zn(OH)3)2. On one hand, the hydrogen gas increases the porosity at the transitional zone between the coating and the surrounding concrete, resulting in a reduction in the bond strength. On the other hand, the CHZ crystals tightly adhere to the zinc surface and interact with the adjacent cement matrix, resulting in strengthening and densification of this zone. These two actions counteract each other in most cases. Therefore, most test results indicate that the use of HDG coated rebar has a negligible effect on bond strength of reinforcement in concrete.
Chemical reactions in fresh concrete also decrease the HDG coating thickness, shortening the service life of structures. Therefore, special treatment is usually made to passivate the zinc surface. For example, the freshly galvanized steel is usually quenched in water containing sodium dichromate. However, this practice is extremely limited due to growing concerns regarding both the human health risk and environmental hazards associated with the use of chromates.
Both laboratory and field studies show that the critical chloride corrosion threshold of HDG coated steel bar is greater than the threshold for conventional steel bar, and the average time to corrosion initiation in bridge decks for HDG coated steel is 4.8 years, compared with 2.3 years for bare steel bar. ASTM A767/A767M Standard Specification for Zinc-Coated (Galvanized) Steel Bars for Concrete Reinforcement specifies the use of HDG coated steel rebar in concrete structures.
Fusion-Bonded Epoxy
Fusion-bonded epoxy (FBE) coating was identified as an effective method of corrosion protection in the early 1970s when, in North America in the late 1960s, premature deterioration of highway bridge decks was discovered as a result of corrosion of the reinforcing steel. It remains the primary method to protect steel bar in concrete structures against corrosion damage. Based on the 2011 National Bridge Inventory, there are more than 74,097 bridge decks using epoxy-coated reinforcing steel, while only 1,072 decks utilize galvanized steel in the US.
Epoxy commonly adheres to the steel bar through the electrostatic coating. In this process, mechanically blasted steel rebar is first heated to a temperature in the range of 180 to 250°C (356 to 482°F), and then the charged epoxy powder particles are electrostatically sprayed onto the hot steel bar. The epoxy powder melts, flows, and cures on the bar surface, which then is quenched in water at ambient temperature, finally producing a continuous protective coating. Figure 1b shows the typical microstructure of FBE coating on a steel substrate. Some air bubbles are present near the steel due to chemical reactions in the fusion process.
The epoxy coating has many advantages compared to other coatings. The fact that FBE does not get damaged when it is bent during fabrication is the most obvious. However, the weak bond with surrounding concrete and the underlying steel limits its use. ACI 318-14, Building Code Requirements for Structural Concrete, specifies at least a 20% increase in the development length for FBE coated steel bar compared to a conventional black steel bar. Moreover, extreme care is required when handling and transporting FBE coated rebar to avoid damage and prevent future under-film corrosion.
The effectiveness of FBE coating in protecting reinforcement steel against corrosion remains controversial. Several field studies have reported good performance of FBE coated reinforcement after up to 20 years of service. Other studies have reported examples of failure after 10 to 15 years in service. The most impressive example is the corrosion-induced cracking and spalling of marine bridge substructures in the Florida Keys in the mid-1980s, just seven years after construction. Field studies performed between 1996 and 1998 on some highway bridges in Pennsylvania and New York also indicated adhesion reduction within 6 to 10 years of placement in concrete. Most problems are attributed to the breaks and defects in the coating during fabrication, transportation, handling and concrete vibration.
Improvements have been made in the quality control of FBE-coated reinforcements regarding reducing the numbers of breaks in the coating and in improving its adhesion to the steel rebar. ASTM A775/A775M Standard Specification for Epoxy-Coated Steel Reinforcing Bars and ASTM D3963/D3963M Standard Specification for Fabrication and Jobsite Handling of Epoxy-Coated Steel Reinforcing Bars should be used to specify handling and fabrication of FBE coated rebar.
Chemically Reactive Enamel
The technique of enameling dates back over 3000 years when it was used to decorate the surfaces of objects for aesthetic purposes. During the industrial revolution, there was a resurgence in its use as a coating material applied to iron and steel for other purposes, such as corrosion protection, heat resistance, abrasion resistance, hygiene, and so on.
Today, enamel is widely used in domestic appliances, industrial environments, and the construction industry. In the home, cooking utensils are coated with enamel because it is easy to clean, can prevent the growth of bacteria, does not absorb odors, and is not attacked by food acids. In industry, it is commonly used as a protective coating for the interior of tanks, boilers, ovens, tubes and stove components. In the construction industry, enamel is used as decoration for cladding buildings or interior decor, as it combines a rigid steel substrate with various surface effects such as texture, reflectivity, salt and pepper effects and metallized colors.
Either a wet or dry process is used to apply enamel to a steel surface. For the wet process, steel is dipped into a vat containing enamel slurry or enamel slurry is sprayed on the surface of the steel. The steel with enamel slurry is moved into a furnace with a temperature between 750 and 850°C, where the enamel slurry dries, melts, and flows. After several minutes, it is moved out of the surface, cools down and hardens to a smooth, durable vitreous enamel on the steel. The dry application is carried out by electrostatic spraying before moving into the furnace. Figure 1c (page 20) shows the typical microstructure of enamel coating on a steel substrate. Some air bubbles are present due to chemical reactions between the oxides in the enamel frits and the carbon in the steel in the firing process.

Figure 2. Microstructure of (a) chemical reactive enamel (CRE), (b) double enamel, and (c) sand particle modified enamel.
Use of enamel coating to protect steel rebar against corrosion in concrete structures was first investigated about ten years ago. Commercially available enamel was modified by adding Portland cement to produce a chemically reactive enamel (CRE) coating as shown in Figure 2a. This CRE coating not only improves the corrosion resistance of steel rebar but also enhances its bond strength with the surrounding concrete. However, the addition of Portland cement changes the microstructure of enamel coating from solid with isolated air bubbles (Figure 1c) to porous with connected channels (Figure 2a), reducing its corrosion resistance. Therefore, double layer enamel coatings (Figure 2b) and sand particle modified enamel (Figure 2c) coatings have been proposed and investigated. The double enamel consists of an inner black enamel and an outer CRE with the aim to improve its corrosion resistance through the inner black enamel and enhance the bond strength by the outer CRE. The sand particle was used to increase the bond strength through the rough surface and, in the meantime, maintain the corrosion resistance.
Despite these efforts, enamel coating has one fatal drawback, brittleness, which limits its wide application. It can be easily damaged during transportation and handling, causing potential pitting corrosion.
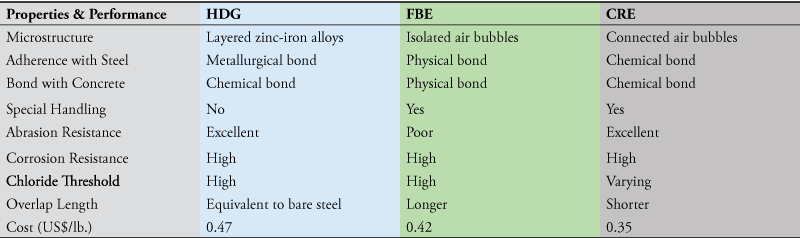
Comparison of HDG, FBE and CRE.
Ongoing Research
To sum up, none of these three coatings is perfect, and their properties and performance are summarized and compared in the Table. Chemical reactions in fresh concrete limits wide application of HDG coated steel bar; weak bond with underlying steel and surrounding concrete is the drawback of FBE coated steel bar; and brittleness of enamel coating restricts its application. Despite these limitations or drawbacks, extensive research efforts have been performed and continue to increase the performance of these coatings.
In a process to modify the dendritic microstructure by an alloying addition such as strontium, both the corrosion resistance and the mechanical properties of the HDG coating have been improved. The passivation of HDG coating before placing in concrete can be achieved by applying a cerium conversion coating, sol-gel coatings doped with organosilane and cerium, or a two-step roll coating phosphate/molybdate treatment. Adding nanoparticles can also improve the performance of the epoxy coating. The incorporation of nanoparticles into epoxy resins offers environmentally benign solutions to enhance the integrity and durability of coatings, since the fine particles dispersed in coatings can fill cavities and cause crack bridging, crack deflection and crack bowing. For enamel coating, its brittleness can be reduced by adding fibers. Duplex coatings inherit the advantage and resolve the disadvantage of individual coating such as epoxy/zinc coating. Epoxy/enamel coatings have also been investigated.▪