
Several significant changes have or will soon occur in high-strength bolting for steel buildings. These changes have been incorporated into the latest drafts of the upcoming AISC Specification for Structural Steel Buildings (AISC 360-16), and related AISC standards such as AISC 341 and AISC 358. The Research Council on Structural Connections (RCSC) is beginning work on a new version of the Specification for Structural Joints using High-Strength Bolts to address these changes. AASHTO bridge design and construction specifications are also in the process of addressing these changes.
These changes include:
- A new consolidated high-strength structural bolt standard, ASTM F3125
- Higher tensile strengths and pretensions for large diameter Grade A325 and Grade F1852 bolts
- The addition of the 1¼-inch diameter for twist-off type tension control bolts
- New 200 ksi high-strength structural bolts, ASTM F3043 and ASTM F3111
- AISC standard hole diameter for 1-inch and larger diameter bolts
- RCSC definition of the snug-tight condition
- New structural bolting products and coating systems
ASTM F3125, the New Consolidated High-Strength Structural Bolt Standard
A new structural bolt standard, ASTM F3125 – 15, Standard Specification for High Strength Structural Bolts, Steel and Alloy Steel, Heat Treated, 120 ksi (830 MPa) and 150 ksi (1040 MPa) Minimum Tensile Strength, Inch and Metric Dimensions, was adopted by ASTM in Fall 2014 that not only consolidated six existing specifications on structural fasteners, but made significant technical changes to product strength and range. The six “old” specifications now replaced by ASTM F3125 are:
- ASTM A325 and ASTM A325M, for steel heavy hex structural bolts;
- ASTM A490 and ASTM A490M, for steel heavy hex structural bolts; and
- ASTM F1852 and ASTM F2280, for “twist off” type tension control structural bolt/nut/washer assemblies.
To minimize confusion, the bolt head markings will remain unchanged, and the term “Grade” is applied to differentiate the six products that now fall under a common standard. Thus, ASTM A325 bolts are now specified and ordered as ASTM F3125 Grade A325 high strength bolts. The term “Type” remains to distinguish steel composition, with “Type 3” being the weathering type. The term “Style” is used to distinguish between heavy hex bolts and “twist off” fastener assemblies.
In addition, several technical modifications were made. The “drop” in minimum tensile strength from 120 ksi to 105 ksi at 1-1/8-inch diameter and above for ASTM A325 and ASTM F1852 fasteners has been eliminated in ASTM F3125, so that the minimum remains constant at 120 ksi for all diameters of AISC Group A fasteners. This has been a long-standing issue in bolted connection design. As a result of the increased minimum tensile strength of these large diameter bolts, the minimum specified pretensions for these same bolts has increased proportionately. This change is shown in Table 1 for pretensioned and slip-critical joints, with red strikethrough being the old values and green underline being the new values:
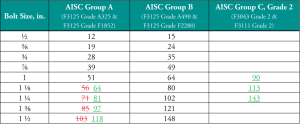
Table 1. Minimum bolt pretensions (kips).
“Twist off” type tension control bolts were previously limited to a maximum diameter of 1-1/8 inches under ASTM F1852 and ASTM F2280. The new maximum diameter for ASTM F3125 Grade F1852 and Grade F2280 is 1¼ inches.
ASTM F3125 Annex A1 adds significant information about hot-dip galvanized coatings (ASTM F2329), mechanically galvanized coatings (ASTM B695), and two types of zinc/aluminum coatings (ASTM F1136 and ASTM F2833). Annex A2 provides rotational capacity testing procedures, when invoked by Supplement S4, that replicate those required for bridge applications in the AASHTO Bridge Construction Specifications and in the FHWA Guidelines.

ASTM F3043 “Twist Off” and ASTM F3111 Heavy Hex Structural Bolt/Nut Washer Assemblies.
New 200 ksi High-Strength Structural Bolts
ASTM F3043 “twist off” type tension control structural bolt/nut/washer assemblies and ASTM F3111 heavy hex structural bolt/nut/washer assemblies (see Figure), with 200 ksi tensile strength, are intended for connections where large diameter high-strength bolts are typically used. These include connections for large bracing elements, long-span trusses, heavy column splices, heavy girders, bolted moment connections, and similar locations where thick plies of steel are being joined. Both the “twist off” type and heavy hex type assemblies were adopted as new fastener standards by ASTM in 2014.
The assemblies are available in 1-inch, 1-1/8-inch, and 1¼-inch diameters, and are pre-assembled with bolt, nut, and washer or washers as required, including factory lubrication. At 200 ksi, they provide higher shear and tensile strengths. The resulting pretensions, as shown in Table 1 as a new Group C, are significantly higher than those of Group A and Group B bolts of equal diameters. The higher design strengths and pretensions make possible a more compact connection with smaller diameter bolts and/or fewer bolts. Because of their very high strength, the use of Group C assemblies is limited to specific building locations and noncorrosive environmental conditions by the ASTM standards.
The bolts use tightly controlled steel composition, production and heat treatment, with unique design features including a larger radius under the bolt head, a modified bolt shank with reduced cross-section near the threads, and a root profile on the bolt’s external thread significantly smoother than the UNC thread profile used for other structural bolts. Two grades are included in each standard, addressing two thread profiles.
Grade 1 uses a standard UNJ thread profile as defined in ASME B1.15-1995. This grade has not yet been manufactured, and pretensioning methods and performance have not been verified through testing. As a result, AISC 360-16 has been drafted to limit Grade 1 assemblies to snug-tight joints.
Grade 2 uses a unique thread profile, smoother than Grade 1. These bolts are currently manufactured in Japan by Nippon Steel & Sumikin Bolten Corporation (NSSB), a leading supplier of high-strength structural bolts. Bolts using this material and this design have been used successfully in Japan since 2000. Bolts of each type, in inch-series, were tested at the University of Cincinnati, at Virginia Polytechnic Institute and State University, and at private independent laboratories. AISC 360-16 has been drafted to permit their use in snug-tight, pretensioned and slip-critical joints.
AISC Standard Hole Diameter for 1 Inch and Larger Diameter Bolts
Reports of large diameter structural bolts not fitting into standard holes, even when properly aligned, led AISC to study and draft language for AISC 360-16 that increases the standard hole diameter (STD) and slot width for structural bolts 1-inch diameter and above to 1/8-inch larger than the bolt diameter, replacing the old criteria of 1/16-inch larger than bolt diameter.
Bolt manufacturing criteria in ASME B18.2.6 allow for swells and fins under the bolt head, and die seams on the body, up to 0.060 inch for high-strength bolts ¾ inch through 1¼ inch diameter, and 0.090 inch for bolts over 1¼-inch diameter. As such, with a hole allowance of 1/16 (0.062) inch, there is risk that bolts may not physically fit in the specified hole.
Issues with bolt hole alignment and bolt fit have existed for many years, even for bolts without swells, fins or die seams. To quote from the Fisher and Struik’s Guide to Design Criteria for Bolted and Riveted Joints (1974):
“Since the first application of high-strength bolts in 1947, bolt holes 1/16 inch larger than the bolts have been used for assembly. A similar practice was adopted in Europe and Japan, where a hole diameter 2 mm greater than the nominal bolt diameter became standard practice.
Restricting the nominal hole diameter to 1/16 inch in excess of the nominal bolt diameter can impose rigid alignment conditions between structural members, particularly in large joints. Sometimes erection problems occur when the holes in the plate material do not line up properly because of mismatching. Occasionally, steel fabricators must preassemble structures to ensure that the joint will align properly during erection. With a larger hole size, it is possible to eliminate the preassembly process and save both time and money…”
Research at the time addressing this issue led to permission for significantly larger hole diameters, termed Oversize (OVS) holes, that were subsequently incorporated into US and other standards. The use of OVS holes eased fit-up issues, but also led to decreased pretensions and slip resistance design values. Others researched slightly larger holes, on the order of 1/8 inch or 3 mm larger than bolt diameter, and found negligible effects on pretension and slip resistance when such holes were used, and supported the use of such hole diameters as standard (STD) holes for larger diameter bolts. A review of this research, as well as reviews of other major national and international standards, showed a 3 mm value for standard holes for larger bolt diameters, and a 2 mm value for smaller diameters, to be suitable for all joint types including snug-tight. Indeed, AISC’s Table J3.3M used such values. In addition, bearing pressure analysis for varying hole diameters, using acceptance criteria from earlier research, was performed to verify the increase in STD hole size.
The old (in red strikethrough) and new (in green underline) values for hole diameter as drafted for AISC 360-16 are shown in Table 2.
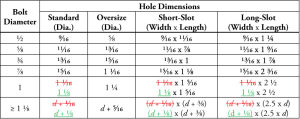
Table 2. Nominal hole dimensions, inch.
It is expected that the new larger hole diameters for larger bolts will reduce bolted connection fit-up time, reduce shop and field reaming and slotting, reduce the need for trial assembly and in-situ hole drilling, and reduce the size of connections because the reduction factor Ø for STD holes is 1.0, compared to 0.85 for OVS holes.
RCSC Definition of the Snug-Tight Condition
Long-standing issues with definitions of the snug-tight condition in the RCSC Specification led to revision of the definition for the 2009 edition. Such issues included what constituted “full effort on an ordinary spud wrench”, as well as “a few hits of an impact wrench,” especially when small pneumatic impact wrenches, electric wrenches or hydraulic wrenches were used for snugging. Inspectors were also concerned about “not snug enough” as well as “too tight for snug.”
The new RCSC definition adopted in 2009 for “snug tight condition” was:
“The condition that exists when all of the plies in a connection have been pulled into firm contact by the bolts in the joint and all of the bolts in the joint have been tightened sufficiently to prevent the removal of the nuts without the use of a wrench.”
A related change clarified the inspection requirements for the snug-tight condition, as stated in Section 9.1 of the 2009 RCSC Specification:
“After the connections have been assembled, it shall be visually ensured that the plies of the connected elements have been brought into firm contact and that washers have been used as required in Section 6. It shall be determined that all of the bolts in the joint have been tightened sufficiently to prevent the turning of the nuts without the use of a wrench. No further evidence of conformity is required for snug-tightened joints. Where visual inspection indicates that the fastener may not have been sufficiently tightened to prevent the removal of the nut by hand, the inspector shall physically check for this condition for the fastener.”
While the 2009 definition was suitable for installation and inspection of snug-tightened connections, that definition was found to be inadequate to define a suitable starting point for the turn-of-nut method of pretensioning bolts. This was evidenced by lower and sometimes inadequate pretensions when the new definition was used as the starting point during pre-installation verification testing for the turn-of-nut method. Therefore, the definition of the snug-tight condition in the August 1, 2014 (with April 2015 Errata) RCSC Specification was returned to its 2004 version:
“The tightness that is attained with a few impacts of an impact wrench or the full effort of an ironworker using an ordinary spud wrench to bring the plies into firm contact.”
This restored definition still fails to address “full effort” or use of other wrench types, but it was deemed better to have proper pretensions achieved when using turn-of-nut methods than to retain the older definition. However, the 2009 inspection description used in section 9.1 was retained for 2014, as it is still appropriate for inspection purposes.
New Structural Bolting Products and Coating Systems
Some new structural bolting products and their ASTM standards were too late to be included in the balloting for AISC 360-16. One new system, covered by ASTM F3148, is LeJeune Bolt Company’s TnA® Fastening System, in which TnA stands for Torque and Angle. The system incorporates 144 ksi minimum tensile strength bolt material, with installation using an electric wrench that drives a spline similar to that of a twist-off bolt, but without twisting off the spline. The snug condition is torque-controlled, and the pretension is nut rotation controlled, set to achieve Group B pretensions.
Another zinc-based fastener coating system, ASTM F3019, was approved in November 2014, also too late for inclusion in AISC 360-16. Because this is the third zinc flakesystem for use on ASTM F3125 Grade A490 bolts, with more expected, the ASTM F16 committee is looking to consolidate all manufacturer’s product lines, and their ASTM standards, into one standard, thus making for a more consistent standard that is easier to use and reference.
Conclusions
Structural engineers and others involved in steel construction need to keep abreast of new and changing standards, especially with the number of significant issues that affect not only design but fabrication, erection and inspection practices. These new technologies and standards offer several advantages that engineers and constructors may wish to implement soon, even before official adoption of AISC 360-16, and before the next version of the RCSC Specification is issued to address these new standards, products and methods. Communication and coordination between all involved will be needed.▪