
Off-Site Assembly Reduces Schedule, Enhances Safety, and Cuts Costs
Domestic gas fields are rejuvenated using technologies such as hydraulic fracturing and horizontal drilling, which can substantially increase the supply of natural gas. Many formations also contain heavier hydrocarbons such as ethane, propane, butane, and gasoline. These natural gas liquids (NGL) have a higher market value when separated from the natural gas stream and segregated into their individual components in a fractionation facility.
Burns & McDonnell performed an Engineer, Procure, Construct contract for a new NGL Fractionation Plant for ONEOK Hydrocarbon, L.P. located in Mont Belvieu, TX. An aggressive schedule and rigorous safety plans encouraged off-site assembly of process unit components. Pipe racks were selected for modular construction, with completed modules shipped to the site and set directly from the truck. Assembly of modules in a controlled yard environment significantly enhanced safety by allowing work closer to grade in a less congested area.

Figure 6: Completed module erection overview.
Module Summary
Module size selection is largely dependent upon the shipping method and overall crane lift weight. Although the project location is close to port facilities, the last 30 miles is an overland route. Modules transported overland must balance road/bridge height and weight restrictions, road width limitations, and associated permit processes against the largest assembly that can be safely lifted at the site. A detailed transportation study, coupled with an on-site crane lift study, is an effective tool to summarize the module size opportunities and limitations.
In this case, the project team decided that two practical module out-to-out dimensions were 16 x 61 feet and 20 x 61 feet. Module height was constrained by bridge clearance. The lowest beam of the pipe rack module rests upon the transport trailer, which is typically about three feet above the road. Module heights up to 15 feet from bottom of column overhanging the trailer to top of highest object are shippable. Module design for the NGL project was a three-tier system. “A” and “C” modules have two levels of piping and/or cable tray, while “B” modules have a single level of piping. “D” modules are relief valve access platforms, with the majority of the piping and valves installed in the shop.The Table on this page summarizes the NGL project modules.
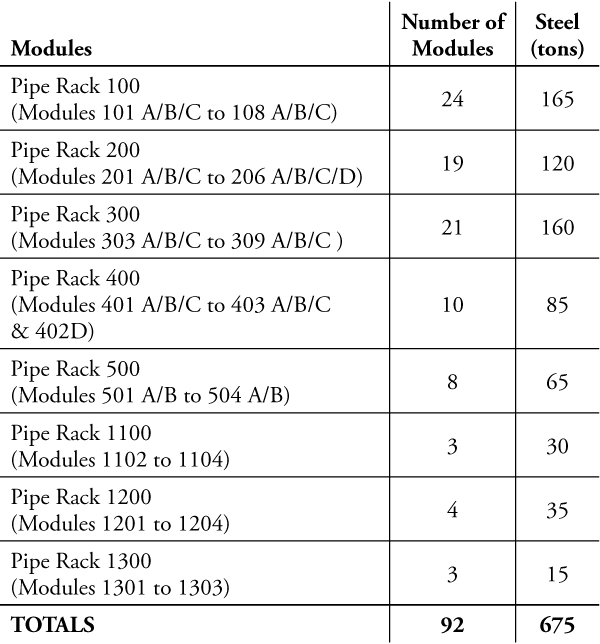
Module summary.
In addition to the customary design plans, elevations, and connection details, module design analysis and drawings include lifting requirements, transportation arrangements, overall weights, and center-of-gravity information.
Connections
Modular construction’s effectiveness is related to the system of connections and whether they are made in the fabrication shop, module assembly shop, or field. In general, bolted connections are lower-cost than welded connections, with all costs increasing in the field. A mix of welded and bolted connections is typically selected for module assembly yard connections.
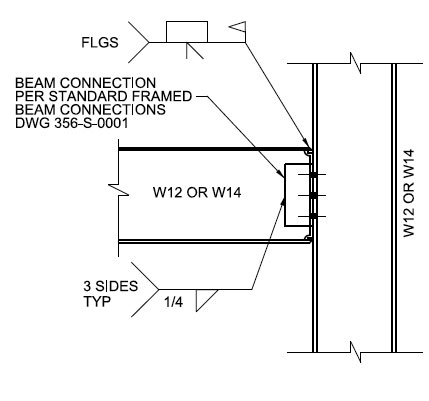
Figure 1. Transverse direction moment frame connection.
Moment connections in the transverse and longitudinal directions are designed with full-penetration bevel welds at the transverse moment frames (Figure 1) to obtain the required strength without the need for bolted extended end plate connections. Bolts associated with such connections at the lowest beam would interfere with the field assembly of module-to-module connections. Bolted connections also require larger shop fireproofing blockouts, increasing fireproofing’s total installed cost.
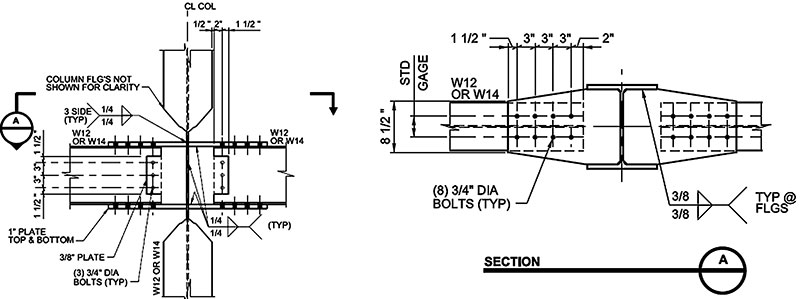
Figure 2. Longitudinal direction weak-axis moment frame connection.
Longitudinal weak-axis moment connections with extended stiffener plates (Figure 2) at interior columns eliminate the requirement for temporary bracing to resist lifting and transportation loads, as well as the final pipe rack thermal loads. Pipe turnouts may be placed anywhere along the module, thus minimizing pipe runs to the process equipment. Careful attention to detailing and fabrication is required. Consideration should be given to oversizing the gap between extended stiffener plates to beam depth plus 1/8-inch, then installing shim plates to facilitate module shop fit-up and allow for fabrication tolerance.
Simple shear connections at module exterior column lines create “clean” columns with no stiffener plates when setting the adjacent module; however, high axial loads in the stringers require clip angle connections. The solution is installing an angle beam seat in the web of the exterior column. The beam seat is sized for transportation and lifting loads and assembled at the module shop. Clip angles with through-bolted connections to the adjacent module are installed in the field prior to release from the crane.
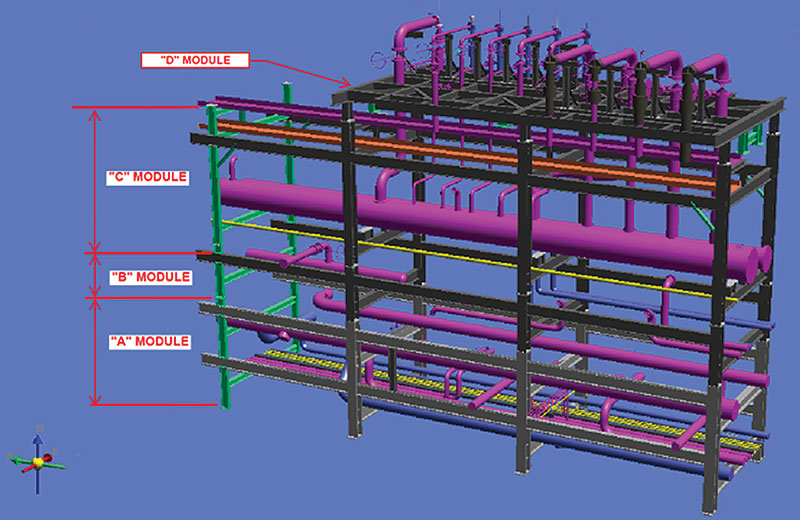
Figure 3. Typical module stack-up model.
A “temporary” bent (green steel in Figure 3) is provided for module assembly, transport, and erection. Temporary connections are bolted for easy removal after module-to-module pipe welding is complete (Figure 4).
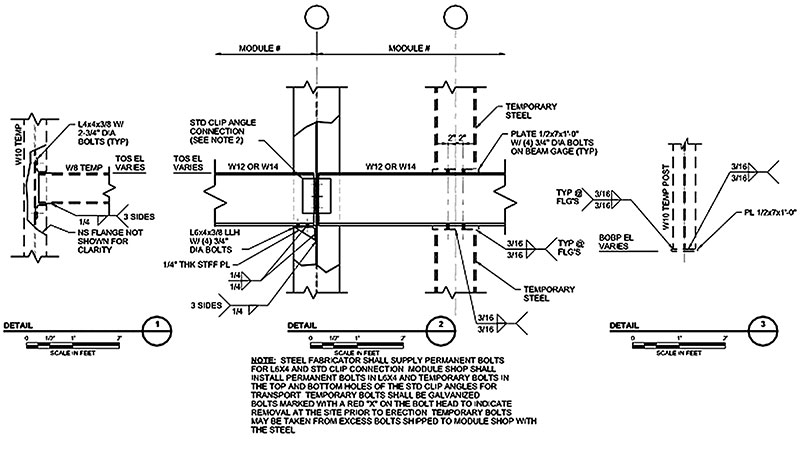
Figure 4. Module-to-module connection.
Plates attached to the tops of all columns facilitate attachment of reusable lifting lugs. Bolts are replaced per the American institute of Steel construction’s (AISC) guidelines, but the lifting lugs may be reused many times with visual inspection of welds between lifts, reducing module costs.
Fabrication & Assembly
Schedule flexibility is important to manage design of various pipe racks with input dependencies from multiple sources. The NGL project opted to purchase the steel directly from a fabricator and ship it to a protective coatings subcontractor, then on to the module assembly subcontractor’s yard. Protective coatings include a requirement for fireproofing meeting a UL-1709 two-hour rating for all steel within 30 feet of grade. The NGL project team selected a combination of intumescent fireproofing for the A modules and supporting columns, and an epoxy/urethane paint system. Primer and finish coats are the same for fireproofed and non-fireproofed steel, with only the tie-coat varying to simplify module yard and field touch-up.
Steel piece mark identification issues had to be overcome. Application of protective coatings requires removal of shop-applied tags. Initially, a metal tie wire and paper tag system replaced the steel shop tag during protective coating. However, paper tags did not perform well during transport or handling at the module assembly shop. The solution was to apply a steel stamp in a location that would be visible after painting and shop fireproofing, such as the edge of splice plates or top of beams. This eliminated lost tag issues and provided piece orientation for the erection crews independent of the erection drawings.
The protective coatings subcontractor’s yard is the staging point to align the steel fabrication, protective coating and module assembly schedules. Use of a lump-sum protective coatings subcontract for shop, module yard, and job site coating provides incentive to maximize shop work at the bid stage and create value for the client. Modular construction imposes lift and transportation forces from frame twist, bending and bearing on the transport trailer. Intumescent fireproofing was selected for several advantages, including:
- Strength/durability during handling and erection,
- Long-term reliability,
- Maximizing shop-applied material,
- Steel assembly estimated as 25% more efficient by the erection team,
- Competitive total installed cost.
Protective coatings are shop-applied to the maximum extent possible prior to shipping to the module assembly yard. Module assembly includes welding of bents at the column rows at grade, and assembly into modules via stringer beams bolted into the weak-axis moment connections at the interior beams and the beam seats at the exterior columns. Piping is installed and connections other than module-to-module are patched prior to shipping to the job site.
Lifting, Transport and On-Site Erection
Modules are checked for loads created by lifting and transportation operations. Engineers must analyze and design transportation and lift plans for each module, applying factors to gravity loads in all three directions to model potential acceleration, rapid braking, and impact forces. One source for guidance is Cargo Securement Rules: USDOT Federal Motor Carrier Administration (2004). A rigging analysis is performed to calculate the assembled module center of gravity. Transport and lifting studies depend upon accurate pipe, valve and fireproofing weights and centers of gravity. Three-dimensional modeling tools provide the inputs.
“Stick-built” columns, associated stringers, and vertical bracing that support the modules are erected along the entire length of a given pipe rack. Transverse bracing of the stick-built columns is omitted, since the moment frame is created as soon as the first module is bolted in place. Minor transverse lateral loads imposed by erection operations for the A modules are transferred to the foundation with the inherent moment resistance from the four-bolt base plate configuration.
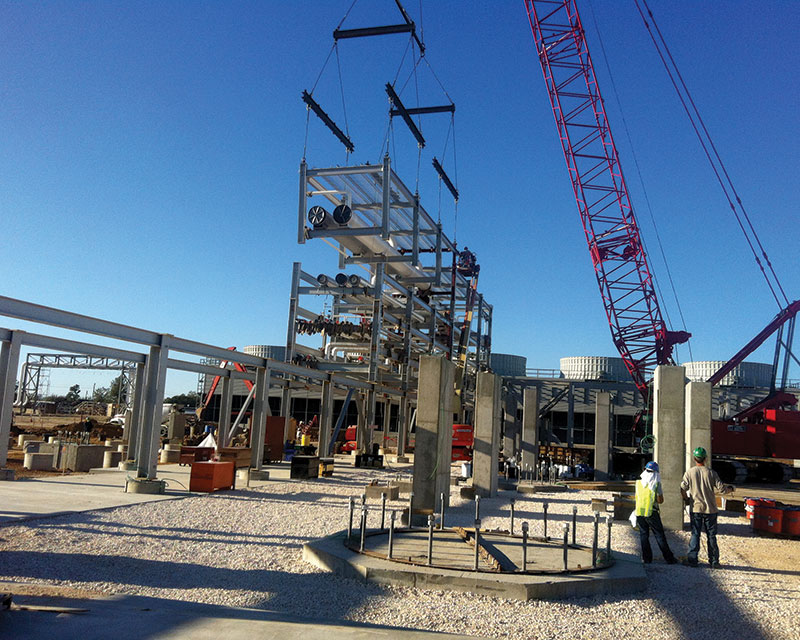
Figure 5. Erection of typical module.
Modules are set from bottom to top. Incoming modules “rest” on the stringers below at the previous module end, and on a column splice plate atop the stick-built column or module post at the open end (Figure 5). Up to three modules per day were set at peak production, while targeting eight modules per week. Quality fabrication and maintaining assembly tolerances of plus or minus 1/8-inch any direction ensured flawless erection. Additional stick-built steel for access platforms, ladders, and pipe supports was field-erected using traditional methods to complete the pipe racks. See Figure 6 (page 40) for an overview of the plant with modular pipe racks erected.
Schedule, Cost, and Safety Benefits
Modular construction is favored by industry for its schedule advantages, inherently safer process, and reduced total installed cost. The Burns & McDonnell ONEOK project team was challenged to deliver an NGL Fractionation plant in an aggressive time frame while maintaining the highest standards of quality and safety, encouraging as much off-site assembly of components as possible. Pipe rack modules with proven functional connection design features and protective coating systems, along with a highly effective subcontracting strategy, made it possible to deliver and set 92 modules, relocating approximately 2,100 linear feet of pipe rack assembly off-site. Careful module fabrication, assembly, and erection resulted in a flawless safety performance and shaved two months from the project duration.▪
Project Team
Engineer of Record: Burns & McDonnell, Kansas City, MO
Steel Fabricator: Markle Manufacturing Co. Inc., San Antonio, TX
Protective Coatings Subcontractor: PK Industrial, Augusta, KS and Houston, TX
Protective Coatings Materials: International Paint
Module Pipe Fabrication: Turner Industries Group, L.L.C, Baton Rouge, LA
Module Assembly: Turner Industries Group, L.L.C, Port Allen, LA and Corpus Christi, TX
Module Erection: Turner Industries Group, L.L.C, Baton Rouge, LA