
In cold-formed steel construction, welding is a viable connection method. Prefabrication of trusses, panelization of walls, and hardware components are all ideal applications where welding may be the preferred joining method.
Although arc welding or resistance welding may be used to connect thin sheet steel, in building construction the arc welding process is most common. Arc welding is the process of fusing material together by an electric arc, usually with the addition of weld filler metal. Resistance welds are commonly used for connecting thin sheet steels in the automotive or appliance industries.
The most common weld types to connect framing members are the fillet weld and the flare groove weld. Arc spot welds, also called puddle welds, are used extensively to attach deck and panels to bar joists or hot-rolled shapes. Groove welds in butt joints are commonly used during the roll-forming process to connect flat sheet of one coil to the next coil.
The design of welded connections for cold-formed steel construction is governed by the North American Specification for the Design of Cold-Formed Steel Structural Members, AISI S100, and the Structural Welding Code – Sheet Steel, AWS D1.3. AISI S100 and AWS D1.3 documents contain requirements for groove welds, arc spot welds (puddle welds), arc seam welds, fillet welds, flare groove welds, and plug welds. The AWS D1.3 welding code provides requirements for prequalification of WPS (Welding Procedure Specifications), qualification and preparation of WPS, fabrication of a welded connection, and inspection of a weld.
Welding Processes
AWS D1.3 defines welding electrodes that appropriately match the strength of the approved base metals. The Welding Code lists the following as approved welding processes: shielded metal arc welding (SMAW), gas metal arc welding (GMAW), flux-cored arc welding (FCAW), gas tungsten arc welding (GTAW), and submerged arc welding (SAW).
Fabrication
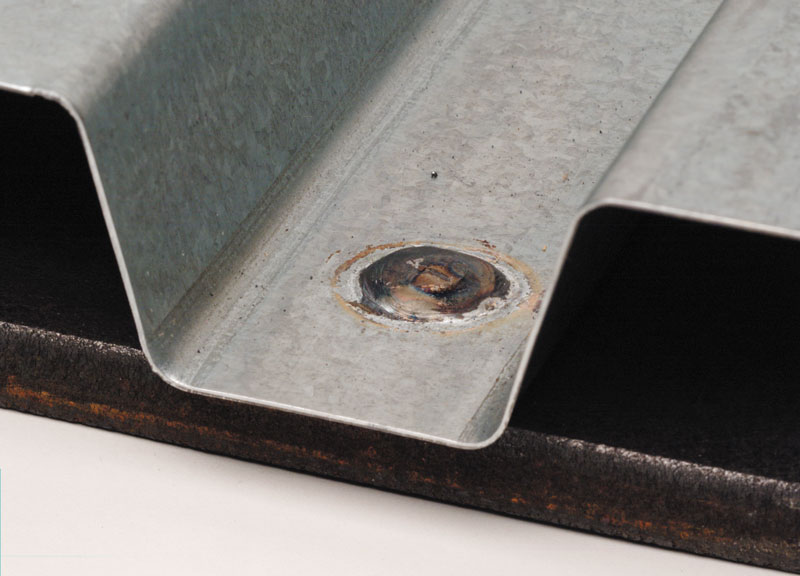
Typical arc spot weld deck to structural connection. Courtesy of Steel Deck Institute.
AWS D1.3 stipulates that the surfaces to be welded shall be smooth, uniform, and free of imperfections. Also, surfaces to be welded and surfaces adjacent to a weld shall be free of loose scale, slag, rust, moisture, grease, or other foreign material that would prevent proper welding or produce objectionable fumes. When welding galvanized sheet, suitable ventilation must be provided. Also, welding of sheet steels shall not be done when the ambient temperature is lower than 0° F, when the surfaces are wet, or when the welder is exposed to inclement weather. The parts to be joined shall be brought into close contact to facilitate complete fusion. The closeness of the two parts cannot be over-emphasized, especially for arc spot welds. If any gap exists between the members prior to spot welding, the strength of the weld may be substantially reduced. Also, to obtain consistently sound welds, the welding current must be controlled.
Qualification
Prequalified Welding Procedure Specifications (WPS), which are exempt from WPS qualification tests, can be established based on the applicable welding code provisions in AWS D1.3. A WPS is a written set of instructions that defines the joint details, welding electrodes, base metals, electrical parameters, and other procedural variables. Any time welding is performed in accordance to AWS D1.3, a written WPS must be used, even for a prequalified WPS.
When the welding parameters do not conform to the prequalified status, the welding procedure must be qualified by testing. This happens, for instance, when a base metal other than those given on the approved list is used, or when the joint detail does not match one of the prequalified details. A Procedure Qualification Record (PQR) is used to record the actual values of the welding procedure test. After the welded specimens pass the destructive tests, a qualified Welding Procedure Specification can be written. Welding Procedure Specifications are the responsibility of the manufacturer or the contractor. The required tests, test methods, and required results are prescribed by AWS D1.3. Once a contractor has qualified a welding procedure, the procedure can be considered qualified for its use indefinitely.
Inspection

Typical fillet welded connections. Courtesy of Don Allen at Super Stud Building Products.
AWS D1.3 requires only visual inspection of welded sheet steel joints. The visual inspection shall determine compliance with contract documents. Particular emphasis shall be placed on verifying proper location, size, and length of a weld, in addition to the bead shape, reinforcement, and undercut. Inspectors are also responsible for confirming that a qualified or prequalified WPS and a qualified welder are used in performing the work.
Design Considerations
AISI S100 design provisions apply where the thickness of the thinnest connected part is 3⁄16-inch or less. If the material thickness is greater than 3⁄16-inch, AISC 360, Specification for Structural Steel Buildings, is to be used for weld connection design.
The paramount difference between the strength of a welded connection in cold-formed steel construction and a welded connection in hot-rolled steel construction is the dominance of sheet tearing as a possible failure mode. Although the design provisions in AISI S100 Chapter E2 provide guidance on the determination of the weld strength, the connection design is often limited by the tearing of the base steel.
Safe Practices
Annex F of AWS D1.3 summarizes safe practices for welding. Arc welding is a safe occupation when sufficient measures are taken to protect the welder from potential hazards. When these measures are overlooked or ignored, welders can encounter such dangers as electric shock, over-exposure to radiation, fumes and gases, and fire and explosion; any of these may result in injuries. Everyone associated with the welding operation should be aware of the potential hazards and ensure that safe practices are employed. Infractions should be reported to the appropriate responsible authority. For specific safety precautions refer to ANSI Z49.1, Safety in Welding, Cutting, and Allied Processes.
For additional information about the background and application of the AISI S100 equations, refer to Cold-Formed Steel Engineers Institute TN F140-16, www.cfsei.org, and Cold-Formed Steel Design by Yu and LaBoube.▪